Svetsprocess MIG/MAG
 forceArc puls XQ
forceArc puls XQ
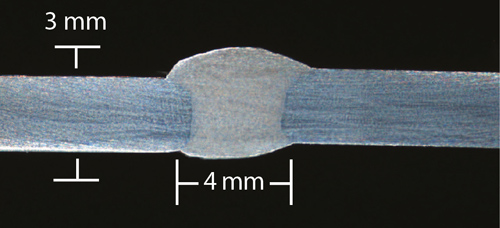
forceArc puls® är en MIG/MAG-svetsmetod med en värmeminimerad pulsljusbåge. Lätt att hantera och är lämplig för svetsning av hela effektområdet med olegerade, låglegerade och höglegerade material. Den utmärker sig genom en enastående fogöverbryggning till och med i det höga effektområdet och möjliggör kontrollerad svetsning vid upp till 4 mm föränderlig luftspalt. forceArc puls® – för den bästa svetsningen av stål och rostfritt stål genom tiderna med otroliga kostnadsbesparingar!
forceArc puls
Fördelar:
Högre svetshastighet- Symmetrisk fogformning och maximalt möjliga fogtjocklekar (a-mått) vid kälfogar
- Utmärkt fuktning
- Djupare, koncentrerad inträngning med säkrare rotbearbetning
- Minimering av efterarbetet
- Även på plåtar med flagnade eller kraftigt förorenade ytor
- Låg belastning för svetsaren på arbetsplatsen
- Mindre svetsrök
- Tyst, angenäm ljusbåge
- Lätt att styra (perfekt fuktning)

* Jämfört med pulsbågsvetsning
Video
forceArc puls
Svetsa ekonomiskt, sänk kostnaderna
Svetsning av rostfritt stål
Svetsmetoden forceArc puls® har en upp till 15 % läge värmeinträngning jämfört med puls i det övre effektområdet. Det leder till mindre anlöpningsfärg och deformering av komponenten.
Ytterligare fördelar:
- Minimerad sträckenergi
- Minskad deformering, anlöpningsfärger och spänningar
- Reducerat efterarbete (riktning, slipning, rengöring)
- Reducerad utbränning av legeringselement och därigenom en högre korrosionsbeständighet

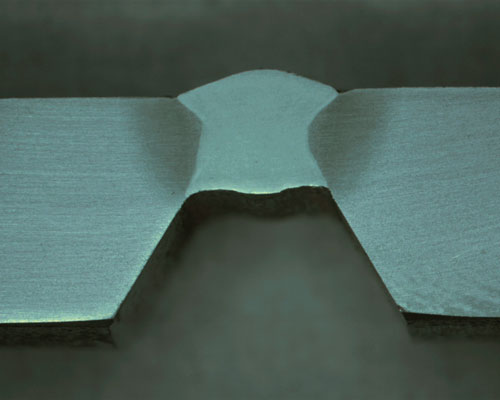
forceArc puls® bildar en symmetrisk kälfog. Detta är en förutsättning för att nå det maximala a-måttet vid en given smälteffekt (trådmatning). I jämförelse med pulsbågssvetsning är ett upp till 20 % högre a-mått möjligt.

Omvänt innebär detta att det går att nå upp till 20 % högre svetshastighet jämfört med pulsbågssvetsning vid ett identiskt a-mått.
Vs = 45 cm/min, a=4,8 mm

Vs = 60 cm/min, a=5,1 mm


Svetsning av stål
Era fördelar:
- I det närmaste sprutfri svetsning
- Perfekt fogutseende
- Färre inträngningsspår, perfekt fuktning av flankersvna
- Okänslig för smutsiga ytor och ytor med valshud
- Symmetrisk svetsfog
 forceArc XQ
forceArc XQ
forceArc ® Svetsa ekonomiskt och minska kostnaderna
Värmeminimerad, riktningsstabil, tryckstark ljusbåge med djup inträngning för det övre effektområdet. Olegerade, låg- och höglegerade stålsorter samt höghållfasta finkorniga stål.
forceArc
Fördelar:
- Mindre fogöppningsvinkel genom djup inträngning och riktningsstabil ljusbåge
- Reducering av antalet strängar
- Mindre deformering pga. värmeminimerad, koncentrerad ljusbåge
- Enastående rotbildning och flankbearbetning
- Perfekt svetsning även med mycket långa trådändar (stickout)
- Reducering av inträngningsspår
- I det närmaste sprutfri svetsning
- Särskilt fördelaktigt t.ex. vid dynamiska kälfogar
- belastade komponenter för t.ex. bärande delar för broar
- vagntillverkning och stålkonstruktioner
- Olegerade, låg- och höglegerade stålsorter samt höghållfasta finkorniga stål
- Manuella och automatiserade tillämpningar
- Svetsade kälfogar har större inträngningsdjup

forceArc / forceArc puls
- Kombination av forceArc puls, forceArc och coldArc
- Rotsträng med coldArc, mellansträngar med forceArc och toppsträngar med forceArc puls
- Besparing av svetslager genom mindre öppningsvinkel
- Perfekt tändning och kraterfyllning med forceArc puls, svetsning med forceArc
- Mindre materialdeformering genom lägre värmetillförsel
- Lägre mellansträngtemperatur och minimerad strukturförändring
- Särskilt fördelaktigt t.ex. vid svetsning av finkorniga konstruktionsstål
- Reducerad vinkelkrympning vid kälfogar

Plåt: S 235; 20 mm
gas: M21 - ArC - 18
tråd: 1,2 mm G4Si1
strängar: 4
position: PC
öppningsvinkel: 10°
Ensidigt svetsat, utan badsäkring
Kombination av coldArc, forceArc och forcArc puls
Svetsa ekonomiskt, sänk kostnaderna
- Total kostnadsbesparing på upp till 60 %
- Minimerad förberedelse av svetsfogen
- Lägre antal svetssträngar
- Lägre tillsatsmaterial- och skyddsgasförbrukning
- Kortare svetstid
- Särskilt fördelaktigt vid dynamiskt belastade komponenter

Plåt: S 355; 30mm
gas: M21 - ArC - 18
tråd: 1,2 mm G4Si1
strängar: 11
position: PB/PA
öppningsvinkel: 25°
Ensidigt svetsat, utan badsäkring med forceArc
 rootArc XQ / rootArc puls XQ
rootArc XQ / rootArc puls XQ
Ljusbågen med optimal kontroll av smältbadet

Problemfri fogöverbryggning i fallande fogar
- Stabil och snygg fallande fog utan att smältan rinner nedåt
- Mycket god fogöverbryggning
- Värmereducerad, sprutfattig ljusbåge
- Mycket god rotbildning och säker flankbearbetning
rootArc / rootArc puls
- Värmeinträngning, vid behov, med rootArc puls
- Rotsvetsning med rootArc: Enkel kontroll av smältbadet
- Stränguppbyggnad och toppsträng med rootArc puls
- Effektutvidgning för tjocka plåtar med rootArc puls
- Omkoppling mellan rootArc och rootArc puls genom att trycka på avtryckaren för säker översvetsning av häftställen
- Problemfri kontroll av smältbadet genom automatiskt byte mellan rootArc och rootArc puls genom tillkoppling av superPuls
- Enkel och snabb svetsning av stigande fogar genom automatiskt byte mellan rootArc och rootArc puls genom tillkoppling av superPuls
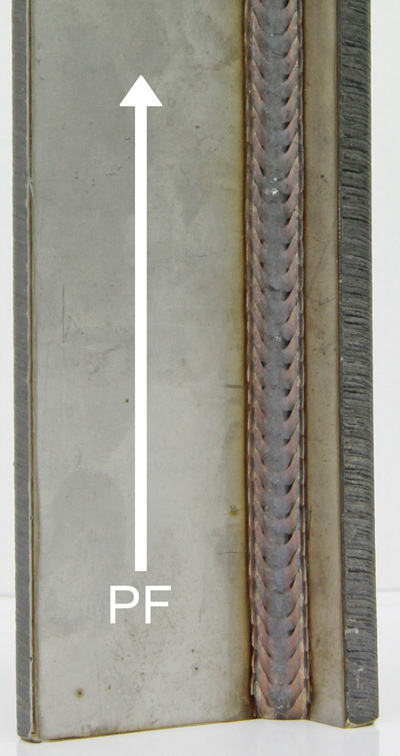
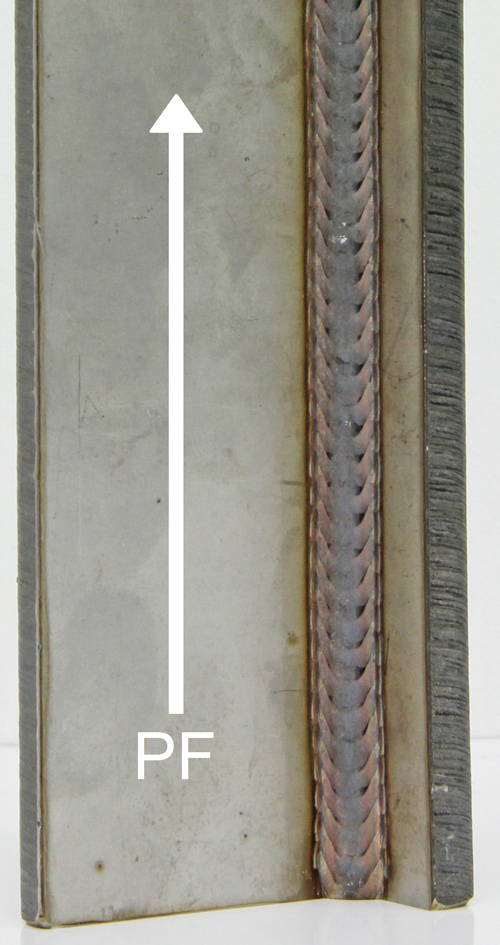
Svetsning av stigande fogar i PF-position
- Utmärkt svetsning av stigande fogar (PF) med rootArc-superPuls
- Säker identifiering av rotpunkten
- Ingen pendling krävs
- Jämn sträng ger en snygg fog
Era fördelar:
- Säker kortbågssvetsning i alla positioner
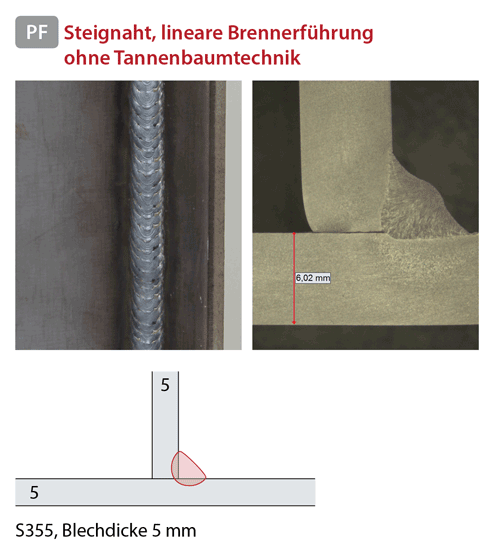
- Bäst lämpad för stigande fogar (PF) utan omständlig ”granteknik”
- Säker och snabb rotsvetsning med TIG-kvalitet
- Enkel svetsning av fallande fogar och fogar högt uppe
- Utmärkt lämpat för CO2 och blandgas
- Energireducerad kortljusbåge för enkel spalthantering
- Sprutfattig, digitalt kontrollerad materialövergång
- Perfekt för plåtar från 1 mm
- Mycket bra för trubbiga och överlappande fogar
 wiredArc / wiredArc puls
wiredArc / wiredArc puls
Svetsning med konstant inträngning
wiredArc / wiredArc puls
Svetsning med konstant inträngning
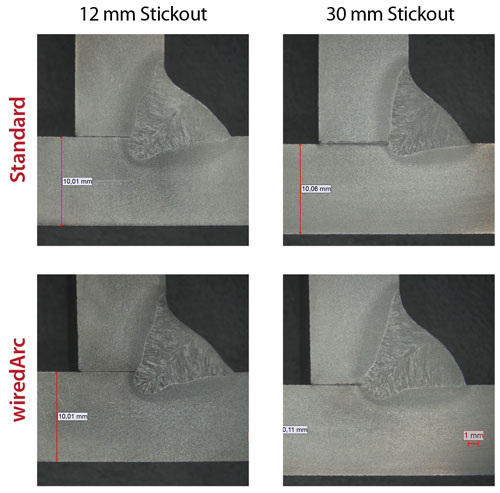
Med EWM wiredArc förblir inträngningen konstant när den fria trådänden (den så kallade stickouten) ändras. Den innovativa regleringen anpassar trådmatningshastigheten och håller svetsström och spänning konstant för en jämn värmeinträngning.
- Konstant svetsström tack vare digital processreglering
- Sträckenergin och värmeinträngningen förblir nästintill konstant trots ändring av den fria trådänden
- Konstant högt inträngningsdjup oberoende av ändringen av stickouten
- Möjlighet att reducera fogöppningsvinkeln och därmed svetsfogvolymen
Video
wiredArc / wiredArc puls
Svetsning med konstant inträngning
 Positionweld
Positionweld
Enkel och säker svetsning i svåra lägen<
Positionweld
Kombinerad processvariant för svetsning av olegerat till höglegerat stål och aluminiumlegeringar i tvångspositioner
- Enkel hantering
- Säker rotbearbetning
- Grantekniken är inte längre nödvändig vid svetsning av stigande fogar
Video
Youtube-Video
EWM svetsprocess MIG/MAG: Positionweld
 coldArc / coldArc puls
coldArc / coldArc puls
Fulländad svetsning och lödning
coldArc / coldArc puls
coldArc:
Värmeminimerad, sprutfattig kortbåge för i det närmaste deformationsfri svetsning och lödning, och rotsvetsning med utmärkt fogöverbryggning.coldArc puls:
Den optimala kompletteringen för det högre effektområdet med målinriktad värmetillförsel, just där värmen behövs.- Mindre deformering och reducerade anlöpningsfärger genom minimerad värmetillförsel
- Tydlig sprutreducering genom i det närmaste effektlös materialövergång
- Oslagbar processtabilitet även vid långa slangpaket utan extra avkännarledningar
- Vanliga brännarsystem, eftersom materialövergången sker slitagefritt utan drivning i brännaren
- Lätt svetsning av rotsträngar vid alla plåttjocklekar och i alla positioner
- Perfekt spaltöverbryggning även vid växlande spaltbredder
- Utmärkt fuktning av ytorna vid lödning av tunna plåtar
- Minimal efterbearbetning, optimalt även för synliga fogar pga. sprutfattig process
- Olegerade, låg- och höglegerade stålsorter samt blandfogar även för tunna plåtar
- Lödning av CrNi-plåtar med CuAI8/AIBz8
- Lödning och svetsning av plåtar med ytbeläggning av t.ex. CuSi, AlSi och Zn
- Rotsvetsningar på olegerade, låglegerade och höglegerade stålsorter samt höghållfast finkornigt stål
- Synliga CrNi-fogar i tunnplåtsområdet

coldArc / coldArc puls
- Värme, där värme behövs med coldArc puls
- Rotsvetsning med coldArc: fullständig kontroll över droppövergången, minimering av bindfel
- Stränguppbyggnad och toppsträngar med coldArc puls
- Effektutvidgning för tjocka plåtar med coldArc puls
- Perfekt svetsning i övergångsområdet med coldArc puls
- Omkoppling mellan coldArc och coldArc puls sker genom att trycka på avtryckaren för säker översvetsning av häftställen
- Enkel modellering av smältan genom automatiskt byte mellan coldArc och coldArc puls genom tillkoppling av superPuls
- Utmärkt och enkel svetsning i stigande position genom automatiskt byte mellan coldArc och coldArc puls genom tillkoppling av superPuls, utan ”granteknik”
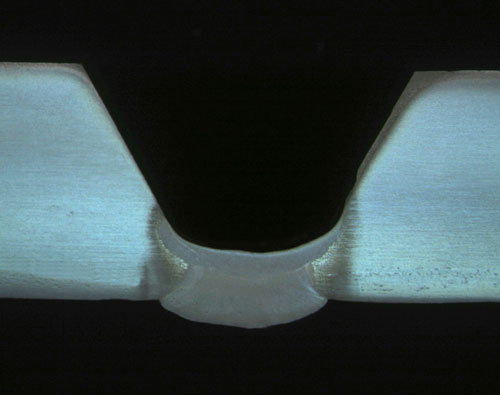
Utmärkt fogöverbryggning för rotsvetsning
- Perfekt fogöverbryggning även vid växlande spaltbredder med coldArc
- Ingen sättning av smältbadet
- Säker flankbearbetning även med kantförskjutning
- Inget genomstick av tråden
- Rotsträngar vid alla plåttjocklekar i alla positioner
- Stränguppbyggnad och toppsträngar med coldArc puls
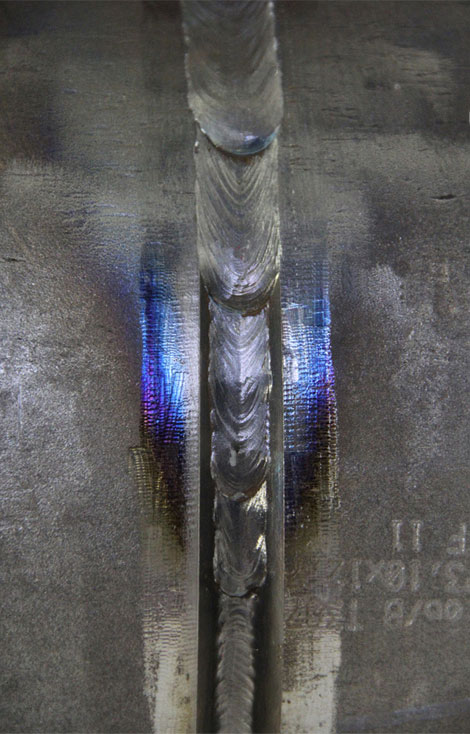
 pipeSolution
pipeSolution
Tryckstark ljusbåge för snabb, säker svetsning med eller utan spalt i alla positioner.
pipeSolution
Absolut säker rotsvetsning
- För alla plåttjocklekar
- Kan användas i alla positioner för plåtar och rör
- Smältbadet sätter sig inte och faller ej tillbaka
- Utmärkt rotbildning
- Synnerligen säker flankbearbetning
- Lätt att behärska vid svåra lägen
- Säkra rotsträngar även utan luftspalt
pipeSolution + pulssvetsning
Kombination i ett aggregat
- Rotsvetsning med pipeSolution: stabilt underlag för fyllnads- och toppsträngar
- Stränguppbyggnad med pulssvetsning: säker flankbearbetning i varje position
- Hög säkerhet för svetsfogen vid utmärkt kvalitet
- Ekonomiskt alternativ till TIG-svetsning

Sprutfattig MAG-svetsning – Optimal energi- och resurseffektivitet
- Energibesparingar genom inverterteknik
- Lägre lönekostnader genom högre svetshastighet
- Badsäkring behövs inte längre
pipeTruck – praktiskt orbital-systemlösning för automatisk svetsning
- Stor potential för kostnadsbesparingar
- Utmärkt, reproducerbar kvalitet
- Hög smälteffekt
- Långa ljusbågsbränntider
- Enklast tänkbara manövrering
- Korta inställningstider
- För rotsträngar, fyllnads- och toppsträngar med eller utan luftspalt