MIG/MAG 气保焊焊接方法
 forceArc puls (超威弧脉冲)
forceArc puls (超威弧脉冲)
forceArc puls® (超威弧脉冲)是一种MIG/MAG气保焊焊接工艺,这种工艺可以降低脉冲电弧的热量,操作很方便,适用于各种不同厚度板材的非合金钢,低合金钢和高合金钢的焊接。
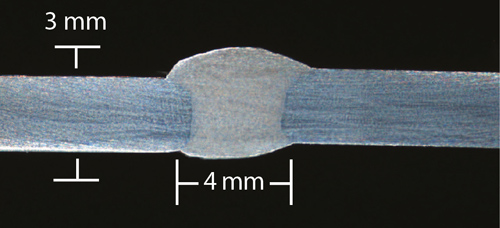
该工艺具有优异的焊缝间隙搭桥性能,甚至在大功率焊接时也能保持这一优异性能,这使得最大达4mm的不均匀的焊缝间隙时也具有可焊性。
forceArc puls® (超威弧脉冲)– 迄今为此最好的碳钢和不锈钢焊接,超越想像的成本节约!
forceArc puls
优点:
更快的焊接速度- 几何形状对称的角焊缝成形,得到最大的焊缝高度
- 极好的母材熔合性能
- 熔深更深,更集中,更可靠的焊缝根部成形
- 减少了焊后工作
- 表面锈蚀或严重污染的板材也一样焊
- 减轻了焊工的工作强度
- 减少了焊接烟尘
- 噪音小,电弧声音不刺耳
- 运枪容易(极好的熔合性能)

* 和脉冲电弧相比
Video
forceArc puls
高效焊接,节约成本
焊接不锈钢
在大功率区间焊接时, forceArc puls® (超威弧脉冲)比脉冲电弧的热输入量可以降低最高达到 15%,因此焊缝的退火色浅,工件的变形也小。
更多优点:
- 减少了线能量
- 减少了变形,减少了退火色,减少了应力
- 减少了焊后工作(矫正,打磨,清洁)
- 减少了合金元素的烧损,提高了抗腐蚀性能

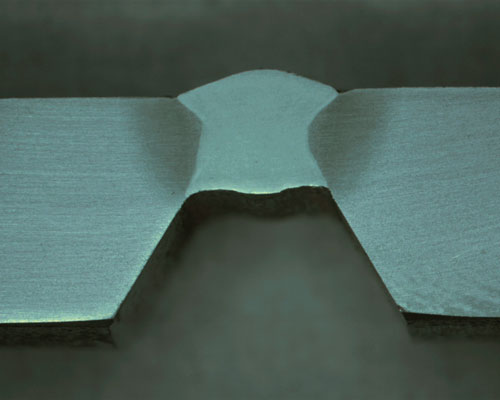
forceArc puls® (超威弧脉冲)焊接的角焊缝几何形状对称。在相同的熔敷率(送丝速度)下,几何形状对称是达到最大焊缝高度的前提条件。 和脉冲电弧相比,最大可高出20% 的焊缝高度。

换句话说,在焊接同样的焊缝高度时,比脉冲电弧的焊接速度可以有高达20% 的提高。
焊接速度 = 45 cm/min, a=4,8 mm

焊接速度 = 60 cm/min, a=5,1 mm


焊接碳钢
用户受益:
- 几乎没有飞溅
- 焊缝成形美观
- 不易出现焊缝咬边,很好的焊脚熔合
- 受工件表面污染和蚀锈的影响小
- 焊缝呈几何形状对称
 forceArc (超威弧)
forceArc (超威弧)
forceArc ® 高效焊接,节约成本
能量集中,方向性极强的大电流焊接电弧,很好的焊接熔深。适用于非合金钢,低合金钢和高合金钢,以及细晶高强钢的焊接。
forceArc (超威弧)
优点:
- 由于熔深深,电弧挺度好,可以减小焊缝坡口的角度
- 减少了焊道层数
- 热输入量少,电弧能量集中,减少了工件变形
- 极佳的焊缝根部和脚部熔合效果
- 在较长的焊丝干伸长时也能焊出完美的效果
- 可减少咬边
- 几乎没有飞溅
- 特别有利于焊接承受动态负荷的角焊缝
- 受力部件,比如桥梁的承力件的焊接
- 机车和钢结构件的焊接
- 可用于非合金钢,低合金钢和高合金钢以及细晶高强钢的焊接
- 可用于手工焊和自动化焊接
- 角焊缝的熔深更深

forceArc / forceArc puls (超威弧 / 超威弧脉冲)
- 可以组合应用 forceArc puls (超威弧脉冲),forceArc (超威弧)和 coldArc (冷弧)
- 打底焊接用 coldArc(冷弧),填缝焊接用forceArc(超威弧),盖面焊接用 forceArc puls(超威弧脉冲)
- 减小坡口角度,减少焊道层次
- 起弧和收弧阶段用 forceArc puls(超威弧脉冲),中间焊接过程用 forceArc(超威弧)
- 热输入量小,工件变形小
- 填充焊时层间温度更低,减小了焊缝接头组织的变化
- 焊接细晶高强钢等材料时,优越性更为突出
- 焊接角焊缝时,减小了因焊接产生的角度收缩

板材: S 235; 20mm
气体: M21 - ArC - 18
焊丝: 1,2 mm G4Si1
焊道数量: 4
焊接位置: PC
坡口角度: 10°
单面焊,无衬垫
组合应用 coldArc(冷弧),forceArc(超威弧)和 forceArc puls(超威弧脉冲)
高效焊接,节约成本
- 整个生产成本的节约高达 60%
- 减少了焊前的准备工作
- 减少了焊道的数量
- 减少了填充材料和保护气体的用量
- 减少了焊接时间
- 对承受动态载荷的工件更具优越性

板材: S 355; 30mm
气体: M21 - ArC - 18
焊丝: 1,2 mm G4Si1
焊道数量: 11
焊接位置: PB / PA
坡口角度: 25°
单面焊,无衬垫,forceArc(超威弧)焊接
 rootArc / rootArc puls(打底弧 / 打底弧脉冲)
rootArc / rootArc puls(打底弧 / 打底弧脉冲)
能完美地控制熔池的电弧

立向下焊轻松完成间隙搭桥
- 立向下焊时熔池稳定,不会急速下淌
- 非常好的搭桥效果
- 热输入量小,飞溅少
- 具有很好的根部成形和可靠的焊脚熔合
rootArc / rootArc puls(打底弧 / 打底弧脉冲)
- 在需要较大的能量时可使用 rootArc puls(打底弧脉冲)
- 打底焊时使用 rootArc(打底弧):能够更好地控制熔池
- 填充焊和盖面焊使用 rootArc puls(打底弧脉冲)
- 板材较厚,需要增加能量时,使用 rootArc puls(打底弧脉冲)
- 通过点击焊枪开关可以在 rootArc(打底弧)和 rootArc puls(打底弧脉冲)之间切换,用来覆盖定位焊焊点
- 打开 superPuls (超级脉冲)功能, rootArc(打底弧)和 rootArc puls(打底弧脉冲)之间的切换自动进行,更方便地控制熔池
- 打开 superPuls (超级脉冲)功能,使 rootArc(打底焊)和 rootArc puls(打底焊脉冲)之间的切换自动进行,可以简单快速地进行立向上焊
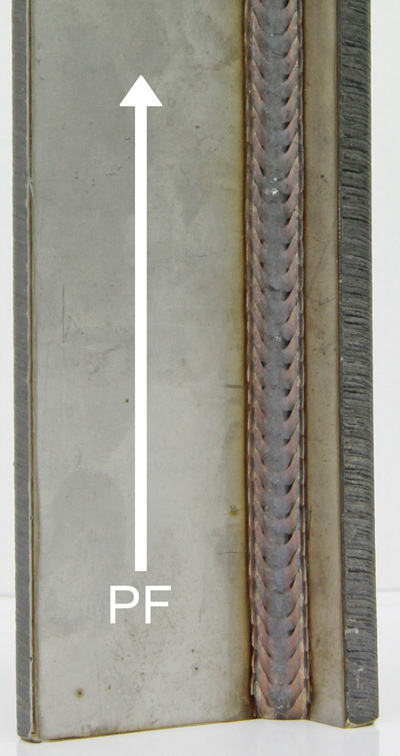
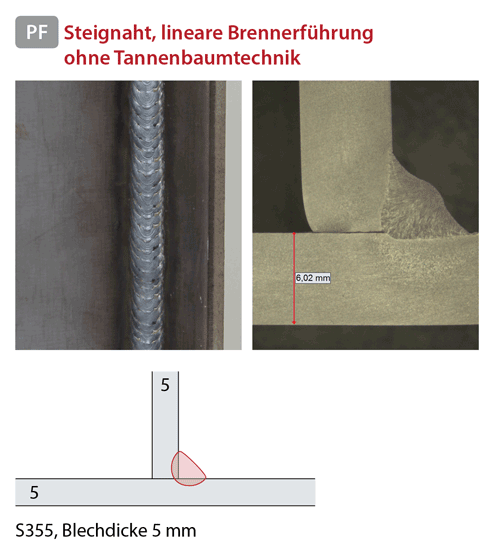
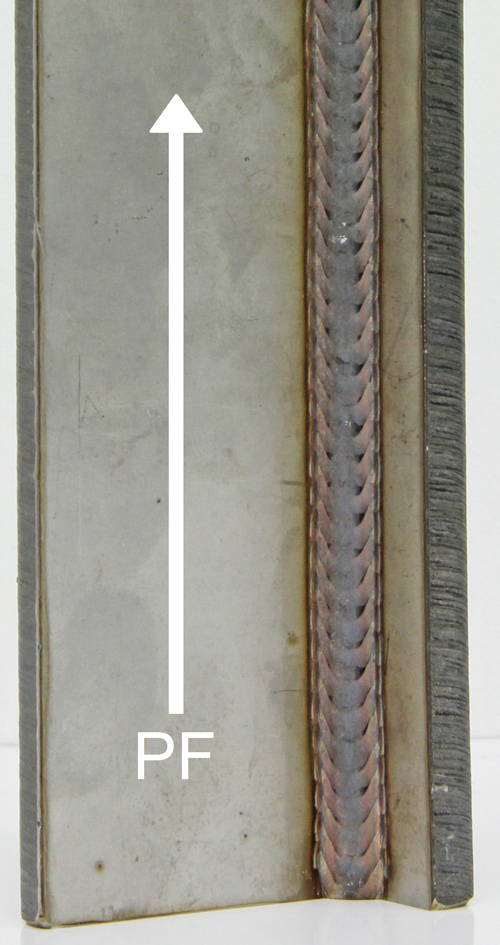
立向上焊接 (PF)
- 采用 rootArc – superPuls(打底弧-超级脉冲)功能, 具有极佳的立向上焊(PF)效果
- 可靠的根部熔合
- 不用摆动焊枪
- 均匀的纹状,表面成形美观
用户受益:
- 在各种焊接位置都有可靠的焊接电弧
- 非常适合用于立向上焊接(PF),不需要复杂的“三角焊法"
- 可靠,快速的打底焊,质量可媲美 TIG 氩弧焊
- 轻松地完成立向下焊和仰焊
- 无论是用 CO2,还是用混合气体,都有很好的焊接效果
- 低能量的短路过渡电弧,能很容易地填充间隙
- 低飞溅,数字化控制的熔滴过渡
- 适合焊接厚度 1 mm 以上的板材
- 非常出色的对接焊缝和搭接焊缝焊接效果
 wiredArc / wiredArc puls(焊丝弧 / 焊丝弧脉冲)
wiredArc / wiredArc puls(焊丝弧 / 焊丝弧脉冲)
熔深稳定的焊接
wiredArc / wiredArc puls(焊丝弧 / 焊丝弧脉冲)
熔深稳定的焊接
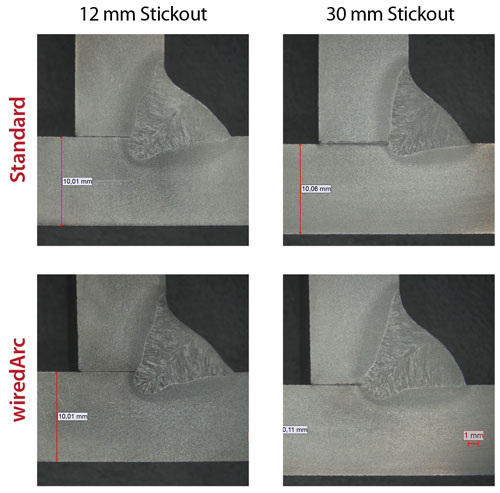
EWM wiredArc(焊丝弧)具有稳定熔深的特点,使其不受焊丝干伸长变化的影响。创新的控制功能调节焊丝的送丝速度,使电弧的电流和电压保持稳定,由此保持热输入量不变。
- 数字化的过程控制保证了电流的稳定
- 即使焊丝干伸长发生变化,焊接的线能量和热输入量几乎不变
- 稳定的熔深不受焊丝干伸长变化的影响
- 提供了减小焊缝坡口的可能性,由此减少填缝量
视频
wiredArc / wiredArc puls
熔深稳定的焊接
 Positionweld(强制性位置焊接)
Positionweld(强制性位置焊接)
使强制性位置的焊接既简单又可靠
Positionweld(强制性位置焊接)
组合的焊接工艺方法,适用于从非合金钢到高合金钢以及铝合金的强制性位置的焊接
- 操作简单
- 可靠的根部熔合
- 立向上焊时不再需要采用三角摆动技术
视频
YouTube视频
EWM焊接工艺: Positionweld(强制性位置焊接)
 coldArc / coldArc puls(冷弧 / 冷弧脉冲)
coldArc / coldArc puls(冷弧 / 冷弧脉冲)
完美的焊接和钎焊
coldArc / coldArc puls(冷弧 / 冷弧脉冲)
coldArc(冷弧):
低热量输入,低飞溅的短路过渡电弧,焊接和钎焊中工件的变形小,打底焊时具有极佳的搭桥能力。coldArc puls(冷弧脉冲):
增加了较高功率的电弧区间,用来有针对性地提供较高的能量,以满足对热量的需求。- 减少了热输入量,焊接变形小,热影响区小
- 近似于无能量的熔滴过渡,显著地减少了焊接飞溅
- 在长距离连线总成下,无须额外信号线,也能保证稳定的电弧
- 常规的焊枪系统,焊枪中不需要驱动机构,熔滴过渡时不出现磨损
- 容易进行打底焊接,适用于各种厚度的板材和所有的焊接位置
- 极强的搭桥能力,即使间隙大小不一样也能很好地焊接
- 电弧钎焊薄板时具有极好的表面润湿效果
- 焊接飞溅少,减少了焊后的清理工作,焊缝表面成型美观
- 适用于非合金钢,低合金钢和高合金钢的焊接,可用于异种材料的焊接,可焊接很薄的钢板
- 可用于CuAI8 / AIBz8焊丝电弧钎焊不锈钢板
- 可用于电弧钎焊镀锌板,采用的焊丝例如 CuSi, AISi 和 Zn
- 可用于非合金钢,低合金钢和高合金钢以及细晶高强钢的打底焊接
- 不锈钢薄板焊接,焊缝表面成型美观

coldArc / coldArc puls(冷弧 / 冷弧脉冲)
- 在需要较大热量的地方,采用 coldArc puls(冷弧脉冲)
- 打底焊采用 coldArc(冷弧):全面控制熔滴过渡,减少熔合缺陷
- 填缝焊和盖面焊采用 coldArc puls(冷弧脉冲)
- 板材较厚,需要增加能量时,采用 coldArc puls(冷弧脉冲)
- 在混合过渡能量区间采用 coldArc puls(冷弧脉冲),可以得到完美的焊接结果
- 通过点击焊枪开关可以在 coldArc(冷弧)和 coldArc puls(冷弧脉冲)之间切换,用来熔合定位焊焊点
- 打开superPuls (超级脉冲)功能,coldArc(冷弧)和coldArc(冷弧脉冲)之间的切换自动进行,更方便地控制熔池
- 打开 superPuls (超级脉冲)功能,使coldArc(冷弧)和coldArc(冷弧脉冲)之间的切换自动进行,这种方式具有极佳的立向上焊效果,而且不需要使用“三角焊法"
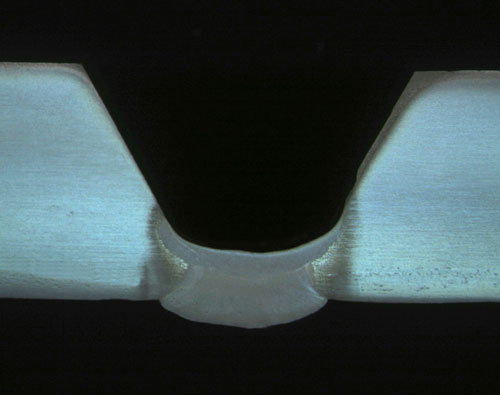
打底焊应用中独具的搭桥能力
- coldArc (冷弧)焊接工艺有着极强的间隙搭桥能力,即使焊缝间隙大小出现变化也能焊好
- 熔池不会焊漏
- 即使焊缝有错边,也有可靠的焊脚熔合
- 不会出现穿丝现象
- 适用于各种不同厚度的板材在各种不同的位置进行打底焊
- 填缝焊和盖面焊采用 coldArc puls(冷弧脉冲)
 pipeSolution (管道焊接)
pipeSolution (管道焊接)
强有力的电弧,快速,可靠的焊接,适用于所有的焊接位置,带间隙或不带间隙的焊缝。
pipeSolution (管道焊接)
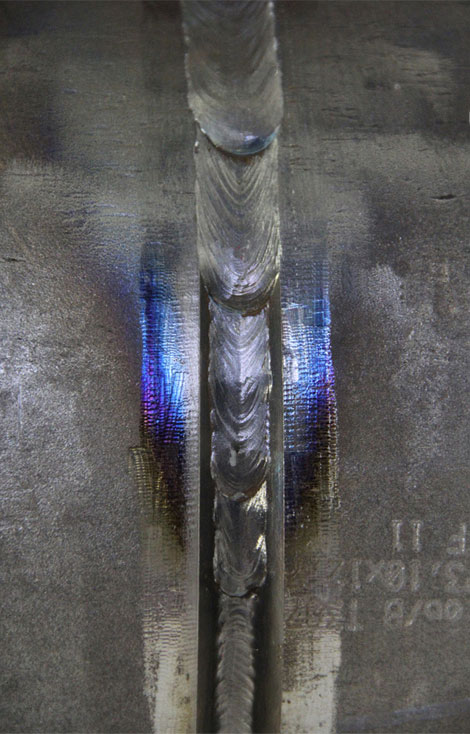
绝对可靠的打底焊接
- 适用于各种不同壁厚的管道
- 适用于板材和管道在所有位置的焊接
- 熔池不会焊漏和下淌
- 极佳的根部成形
- 非常可靠的焊脚熔合
- 在强制性位置焊接时具有很好的控制性能
- 即使不留间隙,也能焊出合格的底层焊道
pipeSolution(管道焊接) + 脉冲
包含在一台机器中的组合焊接
- 打底焊采用 pipeSolution(管道焊接):为填缝焊和盖面焊打下稳固的基础
- 填缝焊采用脉冲:在各种焊接位置都有可靠的焊脚熔合
- 焊缝非常可靠,质量非常优越
- 是一种能经济有效地替代 TIG 氩弧焊的方法

飞溅很少的 MAG活性气保焊 – 高效率地利用能源和资源
- 采用了低能耗的逆变技术
- 提高了焊接速度,降低了工时成本
- 不再需要用到衬垫
pipeTruck(环焊系统)- 实用的环缝焊接自动化系统
- 具有大幅度降低生产成本的潜力
- 可重复的高质量
- 高熔敷率
- 长时间的稳定的电弧
- 简单的操作
- 快速的装配
- 适用于打底焊,填缝焊和盖面焊,可以带间隙,也可以不带间隙