Ljusbågeavlänkning vid svetsning av rör och plåt?
Det kan bero på magnetism.
Varför avmagnetisera?
Ljusbågeavlänkning på grund av magnetism tillhör historien.
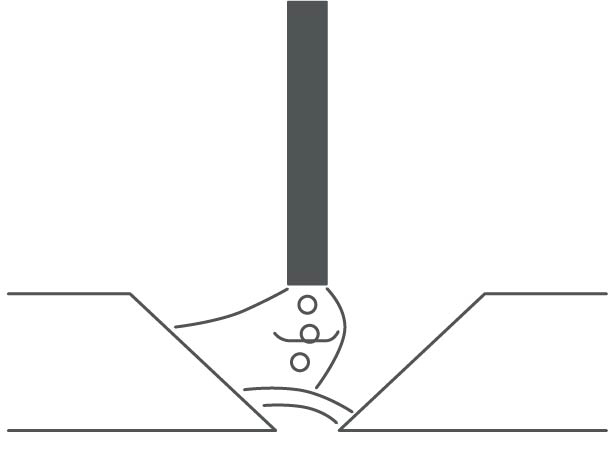
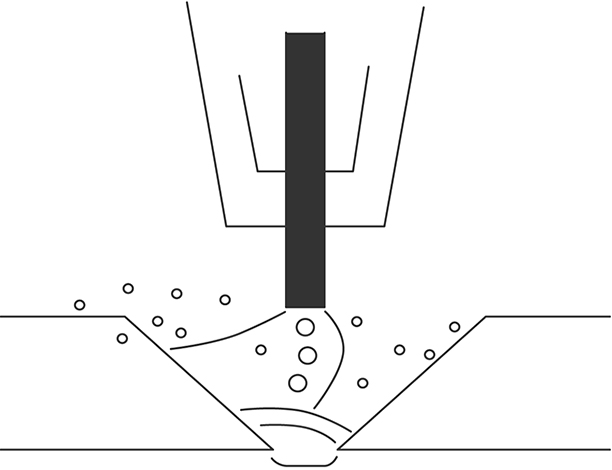
Rester av magnetism i stålkomponenter orsakar en instabil och avlänkad ljusbåge och kan leda till porer och bindfel. Denna effekt kan bli så stor att svetsningen blir omöjlig. Därför är magnetism oönskad vid svetsteknisk bearbetning av stål.
-
Utan avmagnetisering
»Ett otillfredsställande svetsresultat leder till avsevärt efterarbete, tidsförlust och höga extrakostnader
-
Med avmagnetisering
» Minska kostnaderna, spara resurser och öka kvaliteten genom högvärdiga svetsresultat, minimering av efterarbetet och minskad material- och gasförbrukning
-
Arbetsstycket är avmagnetiserat
» ingen ljusbågeavlänkning
Arbetsstycket avmagnetiserades med Degauss 600 eller Pico 350 cel puls pws dgs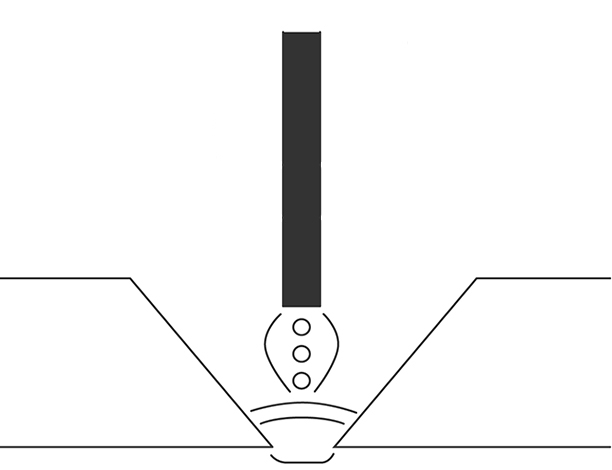
Manuell elektrodsvetsning 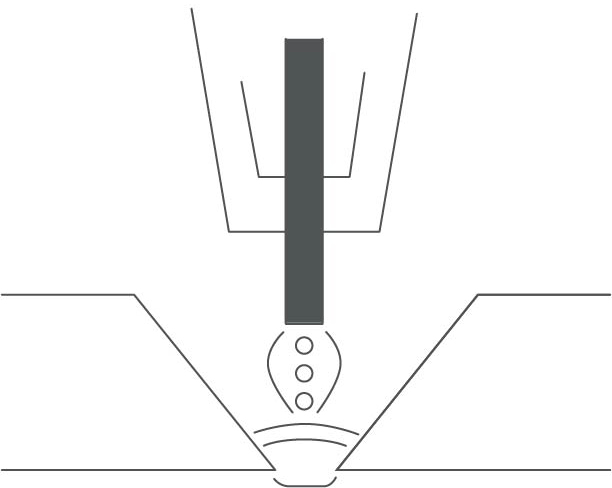
MIG/MAG-svetsning -
20 min tidsbesparing – med avmagnetisering

-
Utmärkt svetsresultat
- Stabil ljusbåge
- Jämna droppar
- Ingen sprutbildning
- God flankbearbetning
-



Avmagnetisering är enklare än efterarbete
Magnetism uppstår ofta genom mekanisk separation av komponenter, spånborttagande fogförberedelse eller genom slipprocesser. För att uppnå ett svetsresultat med hög kvalitet rekommenderas avmagnetisering efter mekanisk bearbetning och före den egentliga svetsprocessen. Genom den automatiska avmagnetiseringen är användningen mycket enkel (användning 1).
Hos kraftigt magnetiserade komponenter som är mycket långa, har tjocka väggar eller är svåråtkomliga kan det hända att magnetfältet återkommer efter avmagnetiseringen. Detta leder till att det uppstår en ljusbågeavlänkning under svetsning. I detta fall rekommenderas funktionen ”activgauss”. Då genereras ett magnetiskt motfält under svetsprocessen (användning 2).*
Användningsmöjligheter för Degauss 600 och Pico 350 cel Puls pws dgs
-
Användning 1: Degaussing
-
Användning 2: activgauss


Avmagnetisering av rör och plåt
Degauss 600
Avmagnetiseringsaggregatet Degauss 600 lämpar sig både för avmagnetisering före svetsprocessen och även under svetsprocessen.




Degauss 600
Dina fördelar finns till hands
- Kompakt och byggplatsduglig
- Bärbar och robust
- Hög nätspänningstolerans på +/- 20 %
- 100 % användbar för generatordrift

Enklaste hantering

- Alla komponenter som behövs för avmagnetiseringen finns med i satsen
- Snabb anslutning till röret med tre lastkablar med svetsströmsuttag och stickkontakter
Styr avmagnetiseringen före svetsning (användning 1)
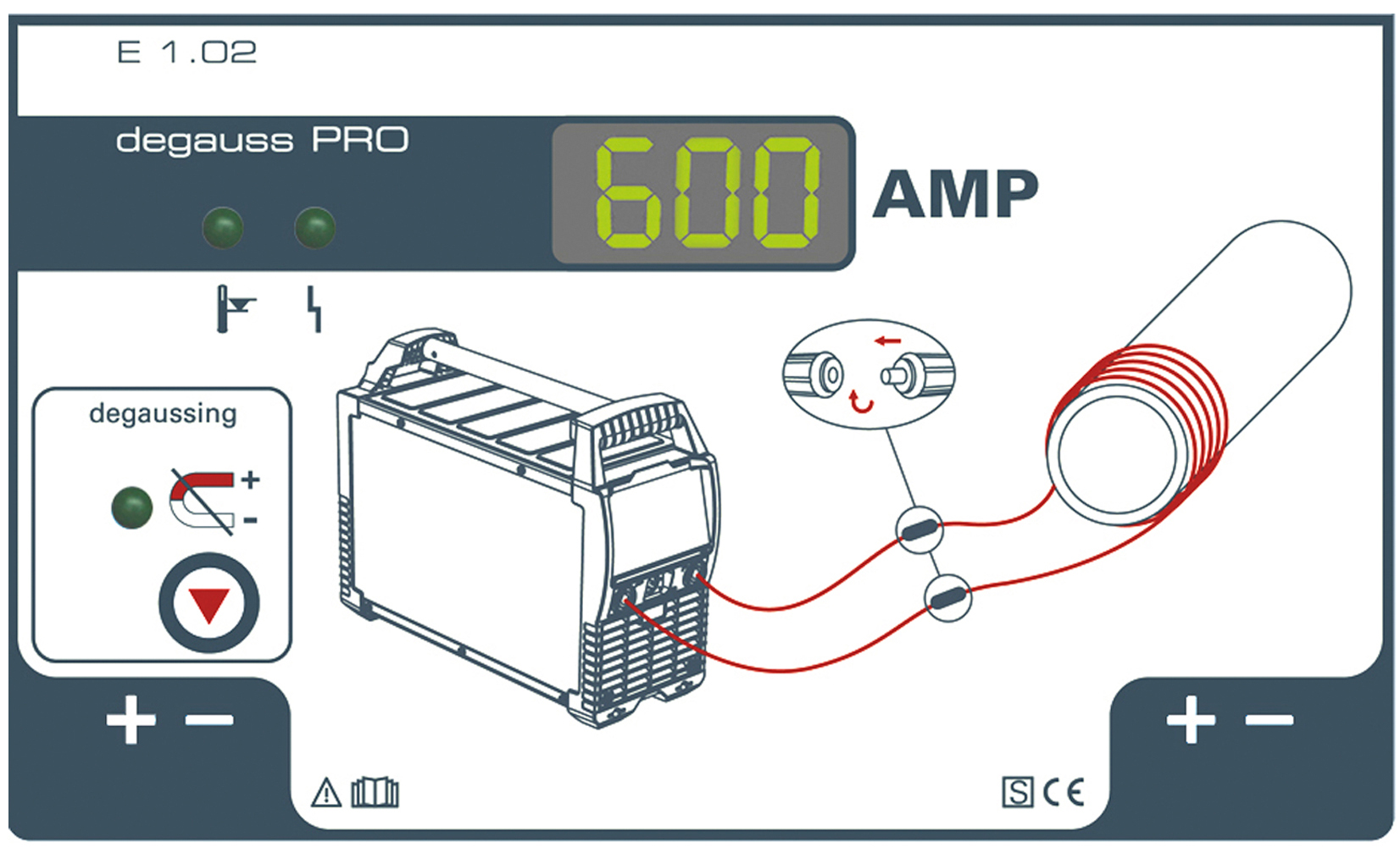
- Enknappsmanövrering
- Automatiskt avmagnetiseringsförlopp
Styr avmagnetiseringen under svetsning – activgauss (användning 2)

- Fjärrstyrning RT DGS1 aktiverar activgauss-funktionen
- Steglöst inställbar strömstyrka
- Polvändaromkopplare, start-/stoppfunktion
- Manövrering direkt på svetsplatsen
För mätning av magnetiska likströms- och växelströmsfält

- Handaggregat för nät- eller batteridrift
- Tre mätområden: 20 mT, 200 mT och 2 000 mT
- Digital LCD-display
- Upplösning: 0,01 mT
Avmagnetisering och svetsning med ett aggregat
Pico 350 cel puls pws dgs
Klarar kyla, värme, regn och smuts, enormt robust för den tuffaste användningen och tack vare en låga vikten är den perfekt för varierande användningsställen:
- 100 % säker vid fallande svetsning av Cel-elektroder
- MAG-svetsning med trådmatarenhet Pico drive 4L eller Pico drive 200C
- Avmagnetisering av rör och plåtar före svetsningen

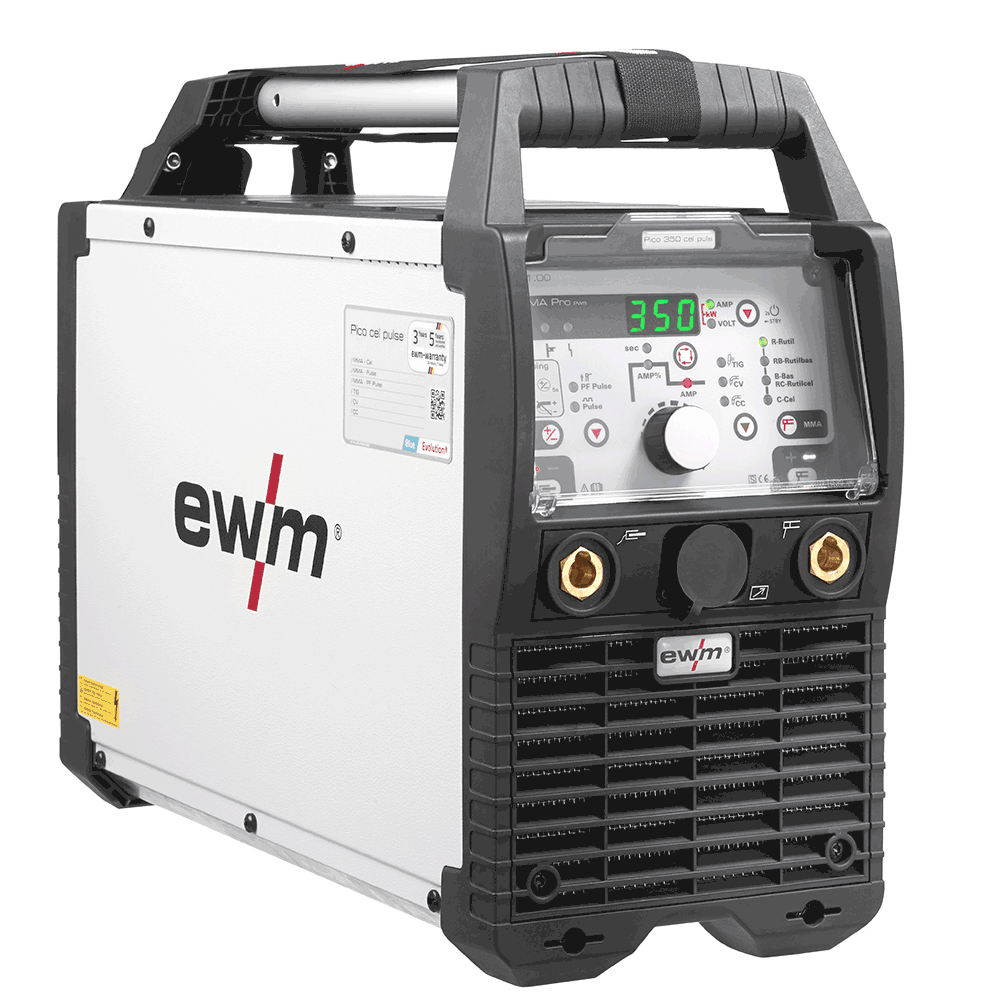


Pico 350 cel puls pws dgs
Dina fördelar finns till hands
- Byggd för extrema krav
- Särskilt hållbar tack vare standard skyddslucka framför manöverpanelen
- Automatiserad avmagnetiseringsprocess
- Polaritet omkopplingsbar med en knapptryckning (polvändaromkopplare)
Byggd för extrema krav
- Kontrollerat skydd mot stänkvatten (IP 34s)
- Robust bottenkonstruktion möjliggör nerställning även i smutsig och blöt omgivning
- Lång livslängd genom utbytbara dammfilter
Maximal funktion – enklaste manövrering

- Polaritet omkopplingsbar med en knapptryckning (polvändaromkopplare)
- Energisnål genom standbyläge
- Automatiskt avmagnetisering
- Enklaste manövrering, även för nybörjare, tack vare självförklarande och översiktligt användargränssnitt
Fallande och stigande fogar lika enkelt
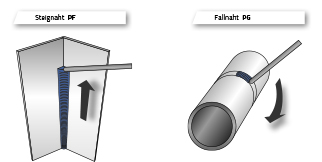
- 100 % säker svetsning av fallande fogar
- Perfekt elektrodsvetsning med stigande fog genom PF-pulsfunktion
- Pulser (manuell impulssvetsning)
- Puls-automatik
Användbar i alla klimatzoner i hela världen

- Temperaturintervall för maskin i drift: -25 °C till +40 °C
- Temperaturintervall vid transport och lagring: -30 °C till +70 °C
- 100 % användbar för generatordrift
- Höga nätspänningstoleranser (-25 % till +20 %)
Nöjda med sin EWM-lösning:
Terranets dw GmbH

