LASMETHODE TIG
 activArc
activArc
Dynamische TIG-vlamboog met gecompenseerd vlamboogvermogen
activArc
Voordelen:
- Dynamische TIG-vlamboog voor doelgerichte en geconcentreerde warmteinbreng
- Zeker TIG-lassen bij alle plaatdikten en in alle posities
- Volledige controle over de energie van de vlamboog
- Invloed op de viscositeit van het lasbad
- Duidelijke concentratie van energie en stijgende vlamboogdruk bij korter wordende vlamboog
- Uitsluiten van fouten bij het hechten – wolfraamelektrode blijft niet plakken bij licht contact met het lasbad

| Grote afstand ong. 12 V lasstroom 60 A |
Kleinere afstand ong. 10,5 V lasstroom 60 A |
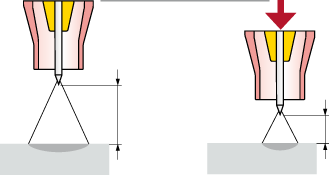
| Grote afstand ong. 12 V lasstroom 60 A |
Kleinere afstand ong. 10,5 V lasstroom 68,5 A |
activArc
Eenvoudiger lassen
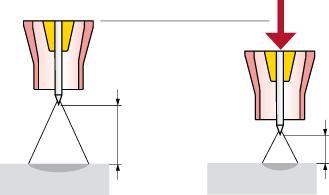
Door de afstand tussen de wolfraamelektrode en het werkstuk tijdens het lassen te verkleinen, is een geconcentreerdere vlamboog met een constante vlamboogenergie mogelijk.
Als de vlambooglengte wordt gewijzigd, ontstaan er spanningswijzigingen en daarmee schommelingen in vermogen van de vlamboog.
Met activArc worden bij een wijziging van de vlambooglengte de vermogensschommelingen van de vlamboog gecompenseerd. De lasstroom wordt bij verkorting van de vlamboog verhoogd, bij verlenging van de vlamboog verlaagd.
Voordelen
Grote kostenbesparing:
- Snel lassen door geconcentreerde vlamboog
- Minder nabewerking door beperking van aanloopverkleuring op het werkstuk
- Betere grondnaaddekking
- Diepe inbranding
- Geconcentreerde warmte-inbreng
Kwalitatief hoogwaardig lasresultaat:
- Minimalisering van fouten bij het hechten – verwijdering van wolfraaminsluitingen
- Minder kromtrekking van materiaal
- Verbeterde TIG-vlamboogstabiliteit, vooral bij lage stroomsterktes
- activArc-eigenschappen instelbaar bij alle materiaaldiktes
Voordelen in combinatie met metallurgisch pulsen:
- Precies geconcentreerde vlamboog met nog hogere vermogensdichtheid
- Verhoogde plasmadruk van de vlamboog
- Snel lassen bij handmatige en geautomatiseerde oplossingen
- Veilige gelijkmatige inbranding
- Gereduceerde warmte beïnvloede zones
- Wijzigingen van de vlambooglengte hebben nauwelijks een negatieve invloed op het lasresultaat – vooral bij handmatig lassen – constante vlamboogenergie

 tigSpeed
tigSpeed
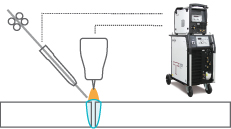
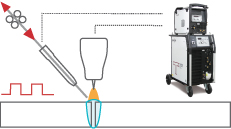
TIG-hete- en koude-draadlassen
Dynamisch draadtoevoersysteem
De permanente draadtoevoer wordt overlapt door een voor-/achteruitbeweging van de draad. Het lasproces is uiterst stabiel en heeft tevens een hoger afsmeltvermogen. De tigSpeed-systemen zijn verkrijgbaar in de uitvoeringen: koude-draad (coldwire) en hete-draad (hotwire), zowel voor handmatige als geautomatiseerde toepassingen.
Video
tigSpeed
TIG-hete- en koude-draadlassen
Dynamisch draadtoevoersysteem
tigSpeed
Voordelen:
- Perfect beheersbaar lasbad, ook in geforceerde posities (bijv. stijgende positie)
- Zeer hoge lassnelheden – vergelijkbaar met MIG/MAG-lassen, echter spatvrij en emissie-arm
- Verlaagde warmte-inbreng, weinig vervorming, beperkte krimping van bouwdelen en verbeterde kerfslagwaarden
- Onvermoeid lassen door eenvoudige bediening en aangename werkposities

Koude- en hete-draadlassen:
- Tot maximaal 60 % meer neersmeltvermogen*
- Hogere lasnaadkwaliteit* door duidelijk lagere opmenging bij oplassingen
- Onvermoeid lassen* door eenvoudige bediening en aangename werkposities
* ten opzichte van handmatig TIG-lassen
tigSpeed: Voor-/achteruitbeweging van de draad:
- Ideaal voor lassen in geforceerde posities
- Perfect beheersbaar lasbad door overlappende voor-/achteruitbeweging van de lasdraad
- Optimaal naadbeeld met modelleerbare schubbing door traploos regelbare frequentie van de voor- en achteruitbeweging van de draad
- Veilig lassen van grondlagen met hoge lassnelheid
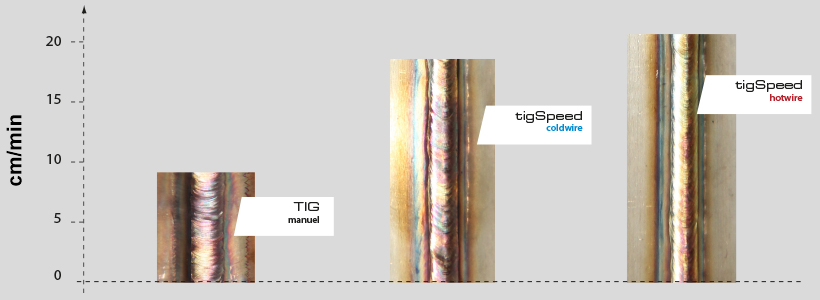
tigSpeed
Vergelijking van lassnelheden
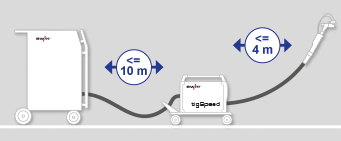
Werkstraal tot 14 m:
- Flexibel door individueel aan te passen slangpakketlengtes
- Mobiel door optionele transportwagen
- Beste bescherming van tussenpakketten dankzij trekontlasting
- Toepassingsgebieden: Laag-, middel- en hoogelegeerde werkstoffen; CrNi; nikkelbasislegeringen, koper en koperlegeringen; aluminium en aluminiumlegeringen; speciale metalen P91/P92
Meer productinformatie en technische gegevens over het tigSpeed System vindt u hier:
tigSpeed oscillation drive 45 coldwire
tigSpeed oscillation drive 45 hotwire
tigSpeed continuous drive 45 coldwire
tigSpeed continuous drive 45 hotwire

 spotArc
spotArc
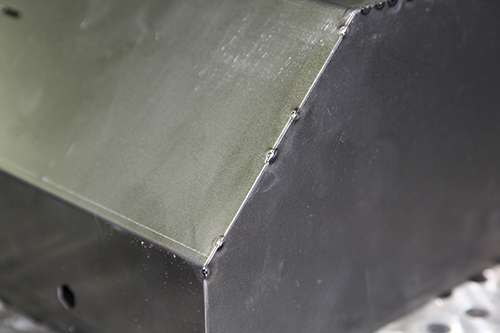
TIG-spotArc-puntlassen

Perfecte oppervlaktevorming:
- Vlakkere puntvorming ten opzichte van MAG-puntlassen
- Uitstekende eigenschappen van de puntverbinding door minimale warmte-inbreng
- Zeer geringe thermische spanningen en weinig vervorming door korte lastijden
- Zuiver naadbeeld, optimaal voor verbindingen in het zichtbereik
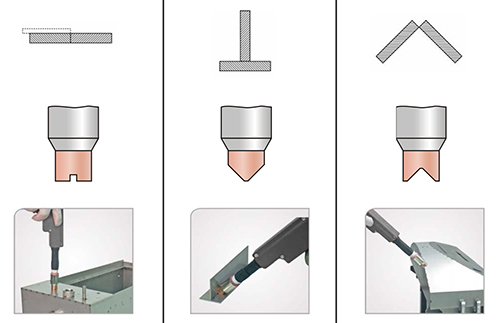
Voor elke toepassing de geschikte kopvorm
 forceTig
forceTig
TIG-lasproces met sterk geconcentreerde vlamboog voor meer inbranding en hogere lassnelheden. Met het lasproces forceTig dringt EWM door tot nieuwe gebieden van TIG-lassen. De lasmethode creëert met zijn sterk geconcentreerde vlamboog een duidelijk hogere energiedichtheid in het lasbad en hogere lassnelheden.
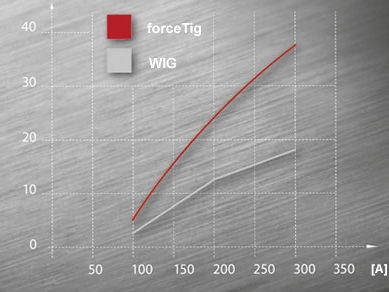
Vergelijking vlamboogdruk TIG/forceTig

forceTig
Voordelen:
- Lagere energietoevoer door sterk geconcentreerde TIG-vlamboog met hoge energiedichtheid, bij hogere lassnelheid
- Eenlaags lassen van kleinere en grotere plaatdikten mogelijk
- Voor volledig gemechaniseerde en geautomatiseerde productieprocessen
- 100 % reproduceerbare TCP, perfect voor geautomatiseerde toepassingen
- Hoog lastoortsvermogen – 800 A bij 100 % ID
- Eenvoudige elektrodeverwisseling zonder mal dankzij gedefinieerde en gekalibreerde geometrie
- Zeer hoge stroombelastbaarheid, hoge stroomdichtheid
- Stabiele constructie van de toorts voor meer crash-bestendigheid
- Gesloten, zeer effectieve koelcirculatie
- Lage aanschaffingskosten en energieverbruik
- Koude-/hete-draadtoepassingen
Video
Youtube-Video
EWM LASMETHODE TIG: forceTig