MODE OPÉRATOIRE DE SOUDAGE TIG
 activArc
activArc
Arc TIG dynamique à puissance d'arc compensée
activArc
Avantages :
- Arc TIG dynamique pour un apport d’énergie ciblé et concentré
- Soudage TIG sûr dans toutes les positions et pour toutes les épaisseurs de tôle
- Contrôle intégral de l'énergie de l'arc
- Influence sur la viscosité du bain de fusion
- Concentration nette de l'énergie et augmentation de la force de l’arc à mesure que l'arc raccourcit
- Prévention des erreurs pendant le pointage – l'électrode en tungstène ne colle pas lors d'un léger contact avec le bain de fusion

| Grande distance env. 12 V Courant de soudage 60 A |
Distance réduite env. 10,5 V Courant de soudage 60 A |
| Grande distance env. 12 V Courant de soudage 60 A |
Distance réduite env. 10,5 V Courant de soudage 68,5 A |
activArc
Soudage simple
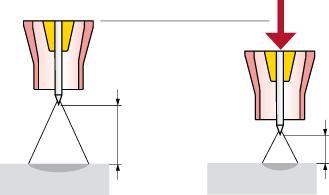
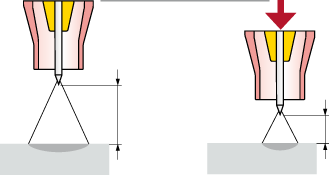
La réduction de la distance entre l’électrode de tungstène et la pièce pendant le soudage permet une concentration de l'arc avec énergie d'arc constante.
Une modification de la longueur de l'arc entraîne une modification de la tension et par conséquent des variations de puissance de l'arc.
Avec ActivArc, les variations de puissance de l'arc sont compensées en cas de modification de la longueur de l'arc. Le courant de soudage est augmenté en cas de raccourcissement de l’arc et réduit en cas d’allongement de l’arc.
Avantages
Grandes économies de coûts :
- Soudage plus rapide grâce à l’arc concentré
- Moins de retouches grâce à la réduction des colorations thermiques sur la pièce
- Meilleure saisie de racine
- Pénétration plus profonde
- Apport d'énergie concentré
Résultat de soudage de haute qualité :
- Erreurs de pointage minimisées – Prévention des inclusions de tungstène
- Déformation réduite
- Stabilité de l'arc améliorée en particulier avec les courants faibles
- Propriétés activArc réglables pour toutes les épaisseurs de matériaux
Avantages en combinaison avec les impulsions métallurgiques :
- Arc plus précis et plus concentré avec une densité de puissance encore plus élevée
- Pression plasma supérieure de l’arc
- Soudage plus rapide avec des solutions manuelles et automatisées
- Pénétration sûre et constante
- Réduction des zones affectées thermiquement
- Les modifications de la longueur de l’arc n’ont presque aucun impact négatif sur le résultat de soudage - en particulier lors du soudage manuel - énergie de l’arc constante

 tigSpeed
tigSpeed
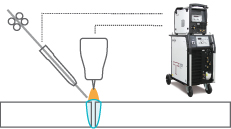
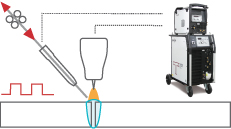
Soudage TIG au fil chaud ou au fil froid
Dispositif dynamique d'avance du fil
Dévidage en continu du fil grâce au dévidage cadencé. Le procédé de soudage est particulièrement stable tout en offrant un taux de dépôt élevé. Les systèmes tigSpeed sont disponibles dans les versions à fil froid (coldwire) et à fil chaud (hotwire), aussi bien pour le fonctionnement manuel que pour le fonctionnement automatisé.
Video
tigSpeed
Soudage TIG au fil chaud ou au fil froid
Dispositif dynamique d'avance du fil
tigSpeed
Avantages :
- Contrôle intégral du bain de fusion même dans les positions difficiles (par exemple en position montante)
- Vitesses de soudage particulièrement élevées – analogues au soudage MIG/MAG, mais sans projection ni émission
- Apport d’énergie réduit, déformation faible, moins de retassure et valeurs de résilience améliorées
- Soudage moins fatigant du fait de la facilité accrue des opérations et des positions de travail plus confortables

Soudage au fil froid et au fil chaud :
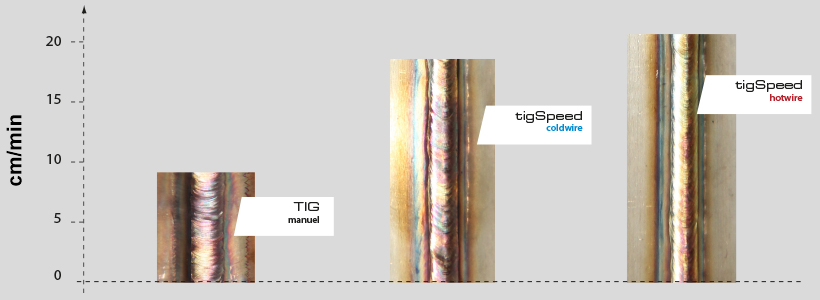
- Taux de dépôt plus élevés : jusqu'à 60 %*
- Qualité supérieure du cordon* du fait d'un taux de dilution nettement réduit lors du rechargement par soudage
- Soudage moins fatigant* du fait de la facilité accrue des opérations et des positions de travail plus confortables
* par rapport au soudage TIG manuel
tigSpeed : Dispositif de dévidage cadencé du fil :
- Parfait pour le soudage dans les positions difficiles
- Contrôle intégral du bain de fusion par dispositif de dévidage cadencé du fil
- Cordon de soudure optimal avec vagues de solidification contrôlables par fréquence ajustable à l'infini du dévidage cadencé
- Soudage en toute fiabilité de passes de racine à vitesse de soudage élevée
tigSpeed
Comparatif des vitesses de soudage
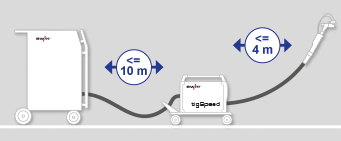
Rayon d'action jusqu'à 14 m :
- Souplesse opératoire avec longueurs de faisceaux de flexibles ajustables
- Chariot en option pour faciliter la mobilité
- Dispositif de soulagement de tension améliorant la protection des faisceaux intermédiaires
- Domaines d'application : aciers faiblement, moyennement ou fortement alliés ; CrNi ; alliages à base de nickel, cuivre et alliages de cuivre ; aluminium et alliages d'aluminium ; métaux spéciaux P91/P92
Vous trouverez d’autres informations produits et caractéristiques techniques sur le système tigSpeed ici :
tigSpeed oscillation drive 45 coldwire
tigSpeed oscillation drive 45 hotwire
tigSpeed continuous drive 45 coldwire
tigSpeed continuous drive 45 hotwire

 spotArc
spotArc
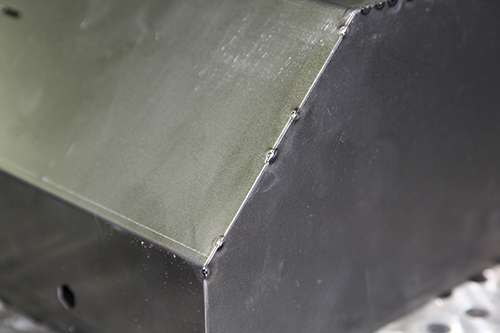
Soudage par points TIG spotArc

Qualité de surface parfaite :
- Formation de points plus plats par rapport au soudage par points MAG
- Excellentes caractéristiques de l'assemblage par points grâce à l'apport de chaleur minimal
- Très faibles tensions thermiques et faible déformation grâce à des temps de soudage réduits
- Optimal pour des assemblages dans la zone apparente grâce à l'aspect propre du cordon
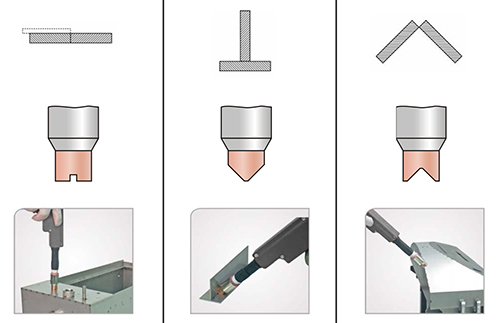
Une forme de buse adaptée pour chaque application
 forceTig
forceTig
Procédé de soudage TIG à arc fortement focalisé pour une pénétration plus profonde et des vitesses de soudage plus élevées. Avec le procédé de soudage forceTig, EWM pénètre dans de nouveaux domaines du soudage TIG. Le procédé d'assemblage et son arc extrêmement concentré permettent une densité d'énergie nettement supérieure dans le bain de fusion ainsi que des vitesses de soudage très élevées.
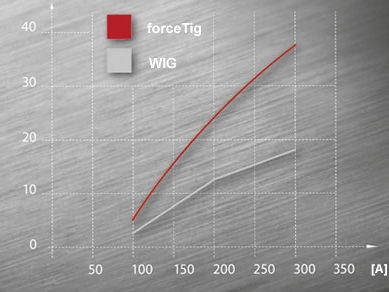
Comparaison de la force d'arc TIG/forceTig

forceTig
Avantages :
- Énergie de soudage réduite grâce à l'arc TIG fortement concentré à densité d'énergie élevée pour une vitesse de soudage supérieure
- Possibilité de soudage à une couche de faibles et de fortes épaisseurs de tôle
- Pour des processus de fabrication entièrement mécanisés et automatisés
- TCP reproductible à 100 %, parfait pour les applications automatisées
- Puissance de torche élevée - 800 A à un facteur de marche de 100 %
- Changement simple des électrodes sans gabarits grâce à une géométrie définie et calibrée
- Intensité maximale admissible très élevée, densité de courant élevée
- Construction robuste de la torche de soudage pour plus de sécurité en cas de collision
- Circuit de refroidissement fermé hautement efficace
- Faibles coûts d'approvisionnement et faibles besoins énergétiques
- Applications à fil froid/fil chaud
Video
Youtube-Video
EWM MODE OPÉRATOIRE DE SOUDAGE TIG : forceTig