METODA SVAROVÁNÍ WIG
 activArc
activArc
Dynamický svarovací oblouk WIG s kompenzovaným výkonem svarovacího oblouku
activArc
Výhody:
- Dynamický svařovací oblouk WIG pro cílené a koncentrované pronikání tepla
- Spolehlivé svařování WIG pro všechny tloušťky plechů a ve všech polohách
- Úplná kontrola energie svařovacího oblouku
- Ovlivnění viskozity tavné lázně
- Zřetelná koncentrace energie a zvyšující se tlak svařovacího oblouku při současném zkracování svařovacího oblouku
- Prevence vad při stehování – wolframová elektroda se nelepí při lehkém dotyku tavné lázně

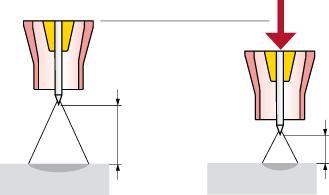
| Velká vzdálenost asi 12 V svařovací proud 60 A |
Menší vzdálenost asi 10,5 V svařovací proud 60 A |
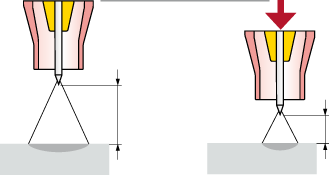
| Velká vzdálenost asi 12 V svařovací proud 60 A |
Menší vzdálenost asi 10,5 V svařovací proud 68,5 A |
activArc
Jednoduché svarování
Zkrácení vzdálenosti mezi wolframovou elektrodou a obrobkem během svařování umožňuje koncentraci svařovacího oblouku s konstantní energií svařovacího oblouku.
Výsledkem změny délky svařovacího oblouku je změna napětí a tím i kolísání výkonu svařovacího oblouku.
S activArc je při změně délky svařovacího oblouku kompenzováno kolísání výkonu ve svařovacím oblouku. Svařovací proud se při zkrácení svařovacího oblouku zvýší, při prodloužení svařovacího oblouku sníží.
Výhody
Vysoká úspora nákladu:
- Rychlejší svařování díky soustředěnému svařovacímu oblouku
- Méně dodatečných prací snížením počtu náběhových barev u obrobku
- Lepší provaření kořene
- Hluboký závar
- Koncentrované pronikání tepla
Vysoce kvalitní výsledek svarování:
- Minimalizace chyb při stehování – zabránění vměstkům wolframu
- Nižší deformace materiálu
- Lepší stabilita svařovacího oblouku WIG zvláště u nízkých proudů
- Vlastnosti activArc nastavitelné pro každou tloušťku materiálu
Výhody v kombinaci s metalurgickým pulsováním:
- Přesný, soustředěný svařovací oblouk s ještě větší výkonností
- Zvýšený plazmový tlak svařovacího oblouku
- Rychlejší svařování u ručních a automatizačních řešení
- Bezpečný rovnoměrný závar
- Snížení tepelně ovlivněných oblastí
- Změny délky svařovacího oblouku nemají téměř žádný negativní vliv na výsledek svařování – zejména u ručního svařování – konstantní energie svařovacího oblouku

 tigSpeed
tigSpeed
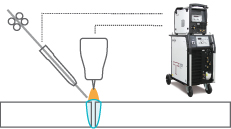
Svarování metodou WIG horkým a studeným drátem
Dynamický systém posuvu drátu
Kontinuální podávání drátu je cástecne prekrýváno pohybem drátu vpred/zpet. Proces svarování je mimorádne stabilní pri soucasném vysokém odtavovacím výkonu. Systémy tigSpeed jsou dostupné v provedení studený drát (coldwire) a horký drát (hotwire) a také pro rucní a automatizovaný provoz.
Video
tigSpeed
Svarování metodou WIG horkým a studeným drátem
Dynamický systém posuvu drátu
tigSpeed
Výhody:
- Perfektně ovladatelná tavná lázeň i v nucených polohách (např. poloha svislá nahoru)
- Mimořádně vysoké rychlosti svařování podobně jako u svařování metodou MIG/MAG, avšak bez rozstřiku a s nízkými emisemi
- Redukce pronikání tepla, minimalizace deformací, menší smršťování součástí a lepší hodnoty vrubové houževnatosti
- Svařování bez pocitu únavy díky snadnější manipulaci a pohodlnější poloze při práci

Svarování studeným a horkým drátem:
- Až o 60 % vyšší odtavovací výkon*
- Vyšší kvalita svaru* díky výraznému snížení zředění svařovaného kovu při navařování
- Svařování bez pocitu únavy* díky snadnější manipulaci a pohodlnější poloze při práci
* oproti rucnímu svarování WIG
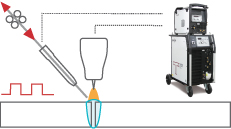
tigSpeed: Pohyb drátu vpred/zpet:
- Ideální ke svařování v nucených polohách
- Perfektní kontrola tavné lázně díky překrývání pohybu vpřed a zpět svařovacího drátu
- Optimální vzhled svaru s možností modelování struktury díky plynulému nastavování frekvence pohybu drátu vpřed a zpět
- Bezpečné svařování kořenových vrstev s vysokou rychlostí svařování
tigSpeed
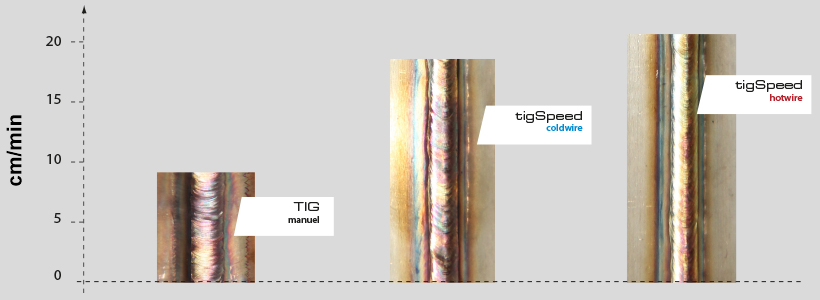
Porovnání rychlostí svarování
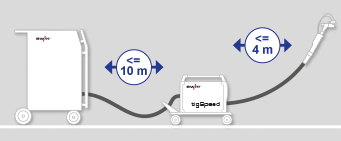
Akční rádius až 14 m:
- Flexibilita díky individuální úpravě délky svazku hadic
- Mobilita díky doplňkovému pojezdovému vozíku
- Nejvyšší ochrana svazků propojovacích hadic odlehčením tahu
- Oblasti použití: Nízko legované, středně legované a vysokolegované materiály. CrNi; slitiny na bázi niklu, měď a slitiny mědi; hliník a slitiny hliníku; zvláštní kovy P91/P92
Další informace o výrobku a technická data k systému tigSpeed najdete zde:
tigSpeed oscillation drive 45 coldwire
tigSpeed oscillation drive 45 hotwire
tigSpeed continuous drive 45 coldwire
tigSpeed continuous drive 45 hotwire

 spotArc
spotArc
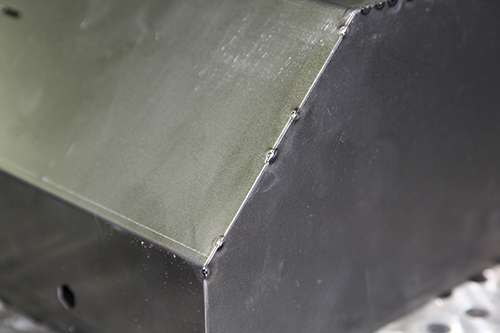
Bodové svarování WIG-spotArc

Perfektní struktura povrchu:
- Plošší tvar bodu oproti bodovému svařování MAG
- Vynikající vlastnosti spojování bodováním díky minimálnímu pronikání tepla
- Velmi malá tepelná napětí a malá deformace díky krátkým dobám svařování
- Optimální ke spojování v pohledových oblastech díky čistému vzhledu svaru
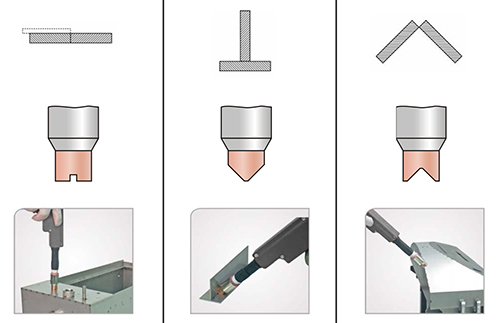
Pro každou aplikaci vhodný tvar hubice
 forceTig
forceTig
Proces svařování WIG s vysoce soustředěným svařovacím obloukem k dosažení lepšího závaru a vyšší rychlosti svařování. Díky metodě svařování forceTig proniká EWM do nových oblastí svařování WIG. Metoda spojování umožňuje díky svému extrémně koncentrovanému svařovacímu oblouku výrazně vyšší hustotu energie v tavné lázni i špičkovou rychlost svařování.
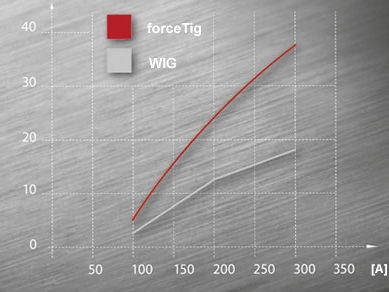
Porovnání tlaku svarovacího oblouku WIG/forceTig

forceTig
Výhody:
- Snížená úsečková energie díky silně soustředěnému svařovacímu oblouku WIG s vysokou hustotou energie při vyšší rychlosti svařování
- Možnost svařování menších a větších tlouštěk plechu jednou vrstvou
- Pro plně mechanizované a automatizované výrobní procesy
- 100 % reprodukovatelný TCP, ideální pro automatizované aplikace
- Vysoký výkon hořáku – 800 A při 100 % DZ
- Snadná výměna elektrod bez šablon díky definovanému kalibrovanému tvaru
- Velmi vysoká proudová zatížitelnost, vysoká hustota proudu
- Stabilní konstrukce svařovacího hořáku k dosažení vyšší bezpečnosti při nárazu
- Uzavřený vysoce efektivní chladicí okruh
- Nízké pořizovací náklady a spotřeba energie
- Aplikace se studeným/horkým drátem
Video
Youtube-Video
EWM METODA SVAROVÁNÍ WIG: forceTig