Dochází k vychýlení svařovacího oblouku při svařování trubek a plechů?
Mohlo by to být zapříčiněno magnetismem.
Proč odmagnetování?
Vychýlení svařovacího oblouku magnetismem je minulostí.
(Zbytkový) magnetismus v ocelových konstrukcích má za následek nestabilní a vychýlený svařovací oblouk a může vést ke tvoření pórů a vad při svařování. Tento efekt může být tak silný, že se svařování stane neproveditelným. Proto je magnetismus nežádoucí při svařování oceli.
-
Bez odmagnetování
» Nedostatečný výsledek svařování má za následek výrazné dodatečné práce, časovou ztrátu a vysoké dodatečné náklady
-
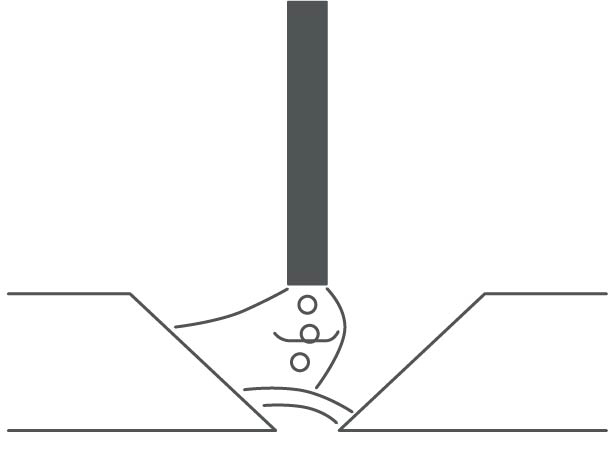
Obrobek je zmagnetizovaný
» Silné vychýlení svařovacího oblouku
Ruční svařování obalenou elektrodou 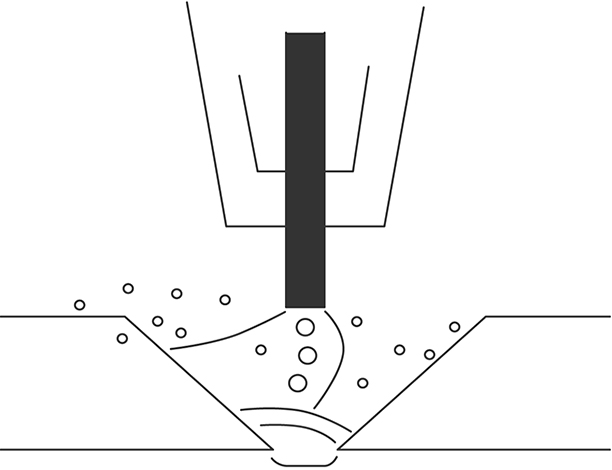
Svařování MIG/MAG -
Pracovní náklady 40 minut – bez odmagnetování

-
Co způsobí magnetismus v obrobku?
- Nestability ve svařovacím oblouku
- Nerovnoměrné uvolňování kapek
- Silná tvorba rozstřiku
- Nepravidelné natavení boků svarové drážky
-
-
S odmagnetováním
» Snížení nákladů, úspora zdrojů a zvýšení jakosti vysoce kvalitními výsledky svařování, minimalizací dodatečné práce a snížením spotřeby materiálu a plynu
-
Obrobek je odmagnetizovaný
» Bez vychýlení svařovacího oblouku
Obrobek byl odmagnetován pomocí Degauss 600 nebo Pico 350 cel puls pws dgs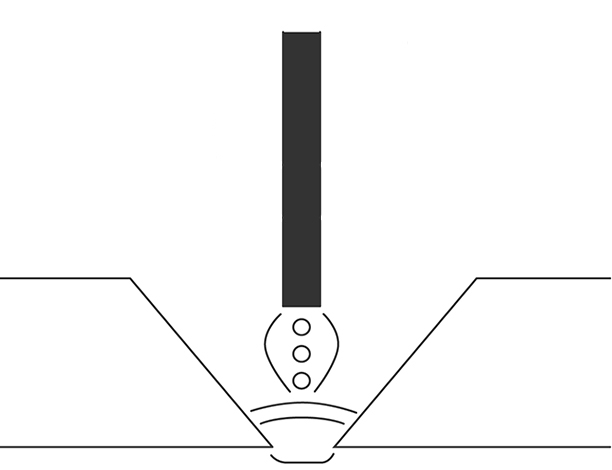
Ruční svařování obalenou elektrodou 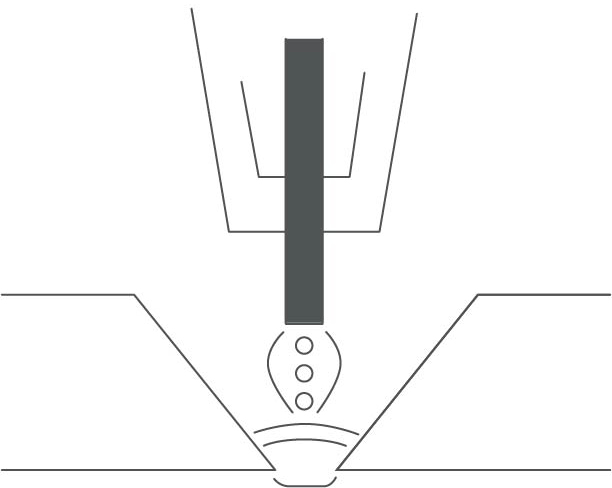
Svařování MIG/MAG -
Časová úspora 20 min – s odmagnetováním

-
Vynikající výsledek svařování
- Stabilní svařovací oblouk
- Rovnoměrné uvolňování kapek
- Bez rozstřiku
- Dobré natavení boků svarové drážky
-


Odmagnetování je jednodušší než dodatečné práce
Magnetismus vzniká zvlášť často při mechanickém oddělování dílů, přípravě svarových ploch s úběrem třísek nebo brusných procesech. Pro kvalitativně vysoce hodnotný výsledek svařování se doporučuje odmagnetování po mechanickém obrábění a před vlastním procesem svařování. Díky automatickému průběhu programu odmagnetování je aplikace velmi jednoduchá (aplikace 1).
U velmi dlouhých, tlustostěnných, špatně přístupných a silně zmagnetizovaných dílů může dojít k tomu, že se magnetické pole po odmagnetování zase obnoví. Vede to k vychýlení svařovacího oblouku během svařování. V tomto případě se doporučuje funkce „activgauss“. Přitom se během procesu svařování vytvoří opačné magnetické pole (aplikace 2). *
Možnosti použití pro Degauss 600 a Pico 350 cel puls pws dgs
-
Aplikace 1: Degaussing
-
Aplikace 2: activgauss


Odmagnetování plechů a trubek
Degauss 600
Odmagnetovací zařízení Degauss 600 je vhodné jak k odmagnetování před procesem svařování, tak i během procesu svařování.




Degauss 600
Výhody pro vás jsou zřejmé
- Kompaktní a vhodný k použití na stavbách
- Přenosný a robustní
- Vysoké tolerance síťového napětí +/-20 %
- 100% schopné pro generátorový provoz

Nejjednodušší manipulace

- Veškeré potřebné součásti pro odmagnetování jsou součástí sady
- Rychlé připojení k trubce díky třem silovým kabelům se zdířkami a zástrčkami svařovacího proudu
Řídí odmagnetování před svařováním (aplikace 1)
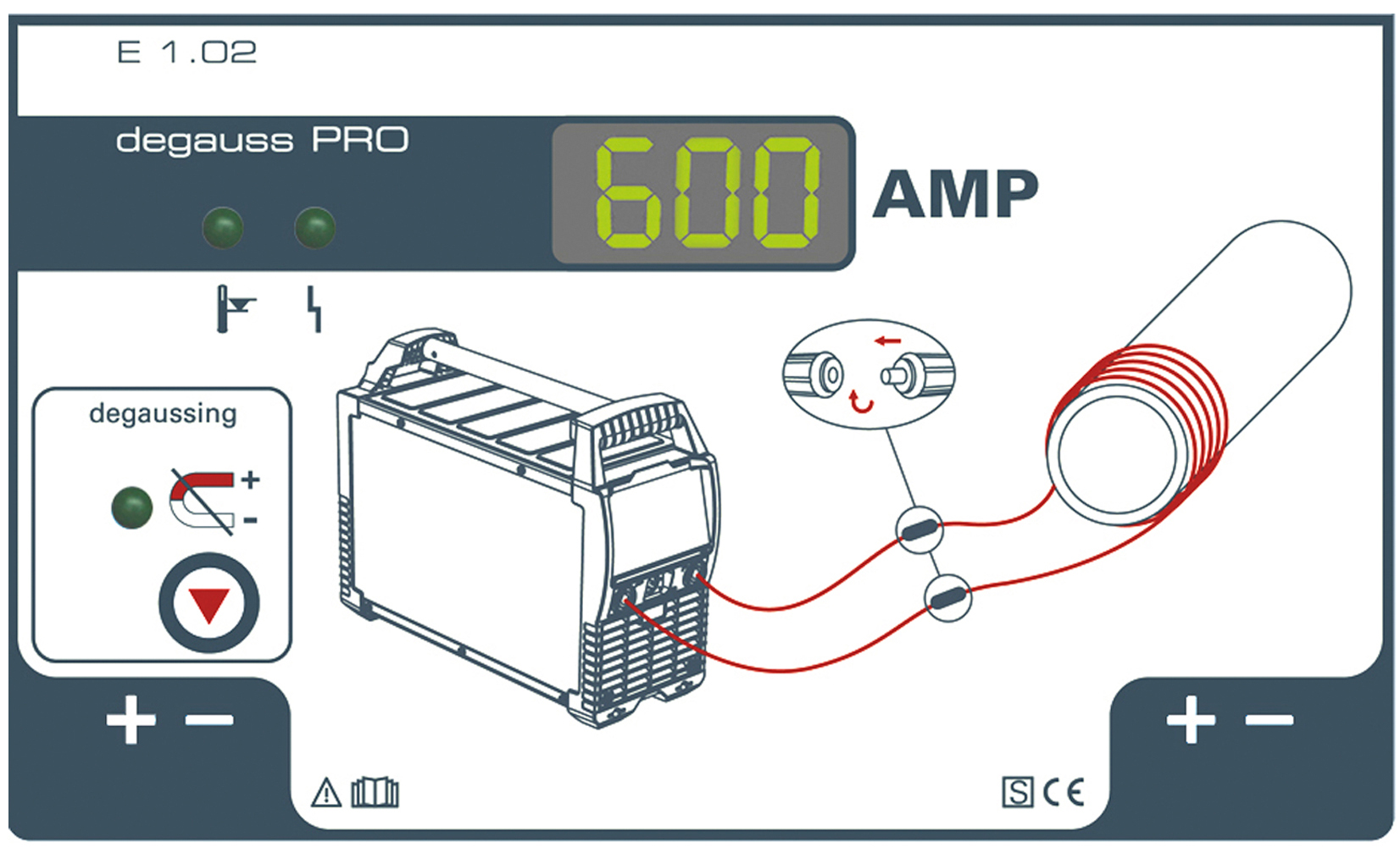
- Jednoknoflíkové ovládání
- Automatické provádění odmagnetování
Řídí odmagnetování během svařování – activgauss (aplikace 2)

- Dálkový ovladač RT DGS1 aktivuje funkci activgauss
- Plynule nastavitelná intenzita proudu
- Pólový komutační spínač (vypínač), funkce start/stop
- Ovládání přímo na pracovišti
K měření magnetických stejnosměrných a střídavých polí

- Ruční přístroj pro síťový, bateriový nebo akumulátorový provoz
- Tři oblasti měření: 20 mT, 200 mT a 2000 mT
- Digitální ukazatel LCD
- Rozlišení: 0,01 mT
Odmagnetování a svařování jediným přístrojem
Pico 350 cel puls pws dgs
Rezistentní proti chladu, horku, dešti a nečistotě, enormně robustní pro nejtvrdší nasazení a díky nízké hmotnosti ideální pro měnící se místa nasazení:
- 100% zajištění proti spádu při svařování celulózovými (CEL) elektrodami
- Svařování metodou MAG s posuvem drátu Pico drive 4L nebo Pico drive 200C
- Odmagnetování trubek a plechů před svařováním

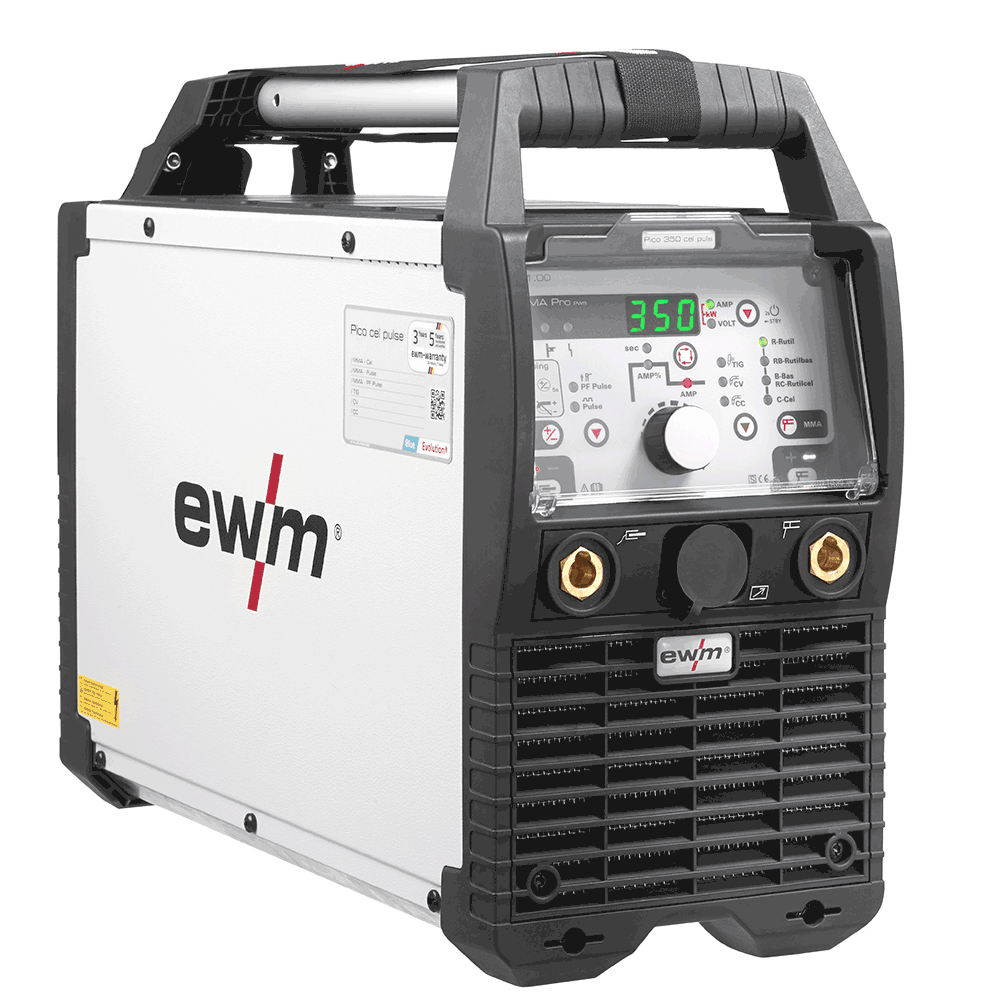


Pico 350 cel puls pws dgs
Výhody pro vás jsou zřejmé
- Konstruováno pro nejextrémnější zátěž
- Zvláště trvanlivý díky sériové ochranné klapce ovládacího panelu
- Samočinné odmagnetování
- Přepínání polarity stisknutím tlačítka (pólový komutační spínač)
Konstruováno pro nejextrémnější zátěž
- Kontrolovaná ochrana proti odstřikující vodě (IP 34s)
- Robustní konstrukce spodní části přístroje umožňuje instalaci i do znečištěného a vlhkého prostředí
- Dlouhá životnost díky výměnnému prachovému filtru
Maximální funkčnost – nejjednodušší obsluha

- Přepínání polarity stisknutím tlačítka (pólový komutační spínač)
- Úspora elektrické energie díky pohotovostnímu režimu
- Automatické odmagnetování
- Nejjednodušší obsluha i pro začátečníky díky intuitivnímu a přehlednému uživatelskému rozhraní
Svary ve svislých polohách shora dolů a zdola nahoru úplně jednoduše
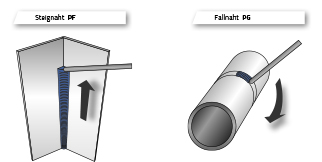
- 100% zajištění proti spádu při svařování
- Perfektní svařování elektrodou ve svislé poloze zdola nahoru použitím funkce PF Pulse
- Pulsování (ruční impulsní svařování obalenou elektrodou)
- Automatické pulsování
Lze používat ve všech klimatických zónách po celém světě

- Teplotní rozsah přístroje za provozu: -25 °C až +40 °C
- Teplotní rozsah při přepravě a skladování: -30 °C až +70 °C
- 100% schopnost pro generátorový provoz
- Vysoká tolerance síťového napětí (-25 % až +20 %)
Spokojenost s řešením EWM:
Terranets dw GmbH

