Základy svařování MIG/MAG
- Všeobecné informace týkající se svařování MIG/MAG
- Druh proudu
- Tipy správného svařování MIG/MAG
- Zapálení svařovacího oblouku
- Vedení hořáku
- Ukončení svařování
- Parametry svařování
- Nezbytná výbava
Obecné informace
Dle normy ISO 857-1 je pro Německo nadřazeným pojmem pro všechna svařování metodou elektrického oblouku, při kterých se drátová elektroda taví pod ochranným plynem, obloukové svařování kovů pod ochranným plynem (č. procesu 13). Dříve bylo v Německu nadřazeným pojmem svařování pod ochrannou atmosférou. Norma ISO vysvětluje tento postup přeložený z angličtiny takto: Svařování kovu elektrickým obloukem za použití drátové elektrody, přičemž elektrický oblouk a svařovací lázeň jsou před atmosférou chráněny plynovým obalem z externího zdroje. Dle druhu použitého ochranného plynu se tento postup dále rozděluje na svařování kovů v inertním plynu (MIG), č. procesu 131, pokud se používá inertní plyn a na svařování kovů v aktivním plynu (MAG), č. procesu 135, pokud se používá aktivní plyn.
Jako další varianty jsou v ISO 857-1 ještě uvedeny: Svařování plněným drátem v aktivním plynu (č. procesu 136), svařování plněným drátem v inertním plynu (č. procesu 137), plasmové MIG svařování (č. procesu 151) elektro-plynové svařování (č. procesu 73). Svařování MIG/MAG se vyznačuje tím, že drátová elektroda přiváděná přes cívku motorem posuvu je krátce před výstupem z hořáku zásobena proudem z proudové špičky, takže mezi drátovou elektrodou a obrobkem může hořet svařovací oblouk. Ochranný plyn protéká z trysky ochranného plynu, která drátovou elektrodu obklopuje.
Tak je svárový kov chráněn před vnikáním atmosferických plynů kyslíku, vodíku a dusíku. Ochranný plyn má kromě ochranné funkce ještě další funkce. Určuje tlak vzduchu svařovacího oblouku, a proto to má vliv na jeho elektrickou vodivost a tím i na svařovací vlastnosti. Dále ovlivňuje procesy připalování a vypalování chemické složení svárového kovu a má tedy i metalurgický účinek.

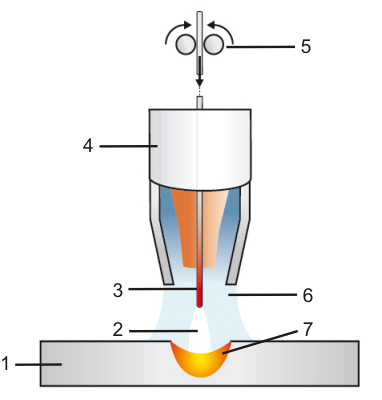
- Obrobek
- Svařovací oblouk
- Drátová elektroda
- Plynová hubice
- Posuv drátu
- Ochranný plyn
- Tavná lázeň
Druh proudu
Kromě nejnovějších výjimek je to většinou tak, že se svařování MIG/MAG provádí stejnosměrným proudem, přičemž je kladný pól proudového zdroje na elektrodě a záporný pól je na obrobku. U plněných drátů se někdy svařuje také obrácenými polaritami. Nově se u speciálních případů, např. u MIG svařování velice tenkých plechů, používá také střídavý proud.
Tipy správného svařování MIG/MAG
Svářeč svařující metodou MIG nebo MAG potřebuje mít nejen praktické zkušenosti, ale musí znát i teoretické zvláštnosti daného procesu. To pomůže vyvarovat se chyb.
Zapálení svařovacího oblouku
Po aktivaci spínače hořáku se dá drátová elektroda s předem nastavenou rychlostí do pohybu.
Současně přes proudové relé může protékat proud a ochranný plyn začíná proudit. Při dotyku povrchu obrobku vznikne zkrat. Při vysoké hustotě proudu na špičce elektrody se na místě dotyku začne materiál odpařovat a svařovací oblouk se zapálí.
Při vysoké rychlosti posuvu drátu se může na začátku velice slabý svařovací oblouk materiálem obrobku zadusit a zapálení se podaří až na druhý či třetí pokus.
Má proto smysl, zapalovat na začátku nízkou přepravní rychlostí a až když je světelný oblouk stabilní, přepnout na vlastní rychlost drátu. Nejnovější přístroje MIG/MAG nabízejí možnost, nastavit tzv. "zaváděcí rychlost".
Zapalování se nesmí provádět nikdy mimo spoj a má být pouze na těch místech, která se poté rychle opět zataví. Pokud by nebyla tato místa opět převařena, může docházet z důvodu rychlé rychlosti ochlazování na těchto ohřátých místech k vytváření trhlin.
Vedení hořáku
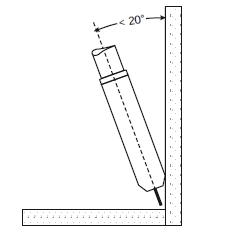
Hořák se ve směru svařování skloní asi o 10 ° až 20 ° a může se provádět svařování vpřed nebo vzad. Jeho vzdálenost od obrobku by měla být asi taková, aby jeho volný konec drátu, tzn. vzdálenost mezi spodní hranou proudové špičky a bodem nasazení svařovacího oblouku byla asi 10 - 12 x průměr drátu [mm]. V případě příliš silného naklonění hořáku existuje nebezpečí, že se do ochranného plynu nasaje vzduch.
Vedení hořáku vpřed je běžné při svařování s plnými dráty, vzad pak s plným dráty vodicími strusku. Lehce vzad se hořák vede také v poloze PG. Svařování shora dolů (pol. PG) se používá především u slabších plechů.
U silnějších plechů existuje nebezpečí, že postupujícím svárovým kovem vzniknou vady spoje. Vady spoje vytékajícím svárovám kovem mohou vznikat také v jiných polohách, pokud se svařuje nízkou svařovací rychlostí. Příliš široké kyvné pohyby, vycházíme-li z polohy PF, by proto neměly vznikat. Běžný tvar kyvných pohybů je otevřený trojúhelník.
Ukončení svařování
Na konci svaru se nesmí svařovací oblouk náhle vypnout a nesmí se hořák vytáhnout z kráteru na konci svaru. Hlavně u silnějších plechů, kde může u větších svarových housenek vznikat konečná svařovací tvorba kráterů je třeba, vytáhnout svařovací oblouk z lázně pomalu a pokud je to na daném zařízení možné, je třeba nastavit tento program. U většiny zařízení je možné, nastavit čas dofuku plynu, aby poslední svárový kov ztuhl ještě v pokrytí ochranným plynem. To je možné pouze tehdy, pokud hořák chvíli zůstane na konci svaru.
Parametry svařování
Spodní hranice možného použití dané metody pro tupé svary je u nelegovaných ocelí asi 0,7 mm, u nerez ocelí asi 1 mm a u hliníkových materiálů asi 2 mm. Kořenové vrstvy a tenké plechy se většinou svařují zkratovým obloukem nebo ve spodní výkonové oblasti impulzního oblouku. Plnicí a krycí vrstvy a protilehlé vrstvy na silnějších plechách se svařují vyšším výkonem rozstřikovacího nebo dlouhého svařovacího oblouku.
Tyto práce je ale také možné provádět bez rozstřiku pomocí impulsního svařování. Na většině zařízení jsou uvedeny proudové a napěťové hodnoty, které svářeči slouží pro informaci. U impulsního svařování ukazují zobrazovací přístroje průměrnou hodnotu síly proudu a napětí svařovacího oblouku, vzniklé při impulzní a základní fázi při nastavené pulzní frekvenci.
Tabulky mohou proto sloužit jako směrné hodnoty pro MIG/MAG impulzní svařování. Pokud zde nejsou žádné měřicí přístroje, je možné provádět měření pomocí externích měřicích zařízení nebo se musí svářeč řídit dle rychlosti drátu, která je rovněž v tabulkách uvedena. Správnou délku oblouku musí nastavit dle toho, co slyší a vidí.
Pro úspěšné svařování MIG/MAG potřebujete toto vybavení:
- Zdroj svařovacího proudu
- Hořák
- Svorku obrobku / zemnící kleště
- Svářečské nářadí
- Pracovní ochranný oděv
Další informace k tématu svařování MIG/MAG naleznete v našem Lexikonu svařování.