L’arc est dévié lors du soudage de tubes et de tôles?
Le magnétisme pourrait en être la cause.
Pourquoi démagnétiser?
Finies les déviations d’arc dues au magnétisme.
Le magnétisme (résiduel) dans les pièces en acier cause une instabilité et une déviation de l’arc et peut entraîner des pores et des défauts de fusion. Cet effet peut être si important que le soudage devient impossible. C’est pourquoi le magnétisme est indésirable lors des opérations de soudage de l’acier.
-
Sans démagnétisation
» Un résultat de soudage insuffisant entraîne une quantité importante de retouches, une perte de temps et des coûts supplémentaires élevés
-
La pièce est magnétisée
» forte déviation de l’arc
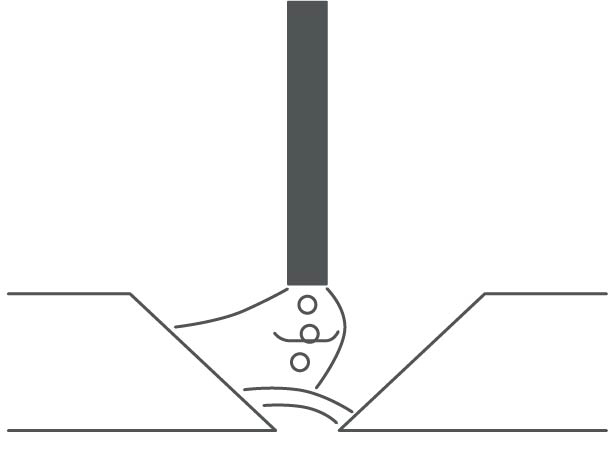
Soudage à l'électrode enrobée 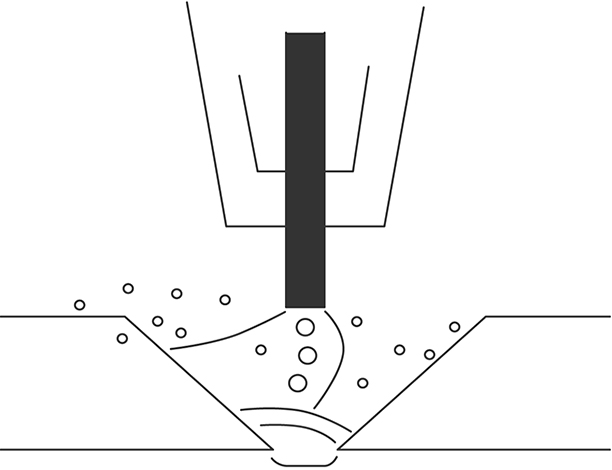
Soudage MIG/MAG -
Temps de travail 40 min – sans démagnétisation

-
Quels sont les effets du magnétisme sur la pièce?
- Instabilité de l’arc
- Séparation inégale des gouttes
- Fortes projections
- Saisie des flancs irrégulière
-
-
Avec démagnétisation
» Réduction des coûts, préservation des ressources et accroissement de la qualité grâce à des résultats de soudage de haute qualité, à la minimisation des retouches et à la réduction de la consommation de matériaux et de gaz
-
La pièce est démagnétisée
» pas de déviation de l’arc
La pièce a été démagnétisée avec le Degauss 600 ou le Pico 350 cel puls pws dgs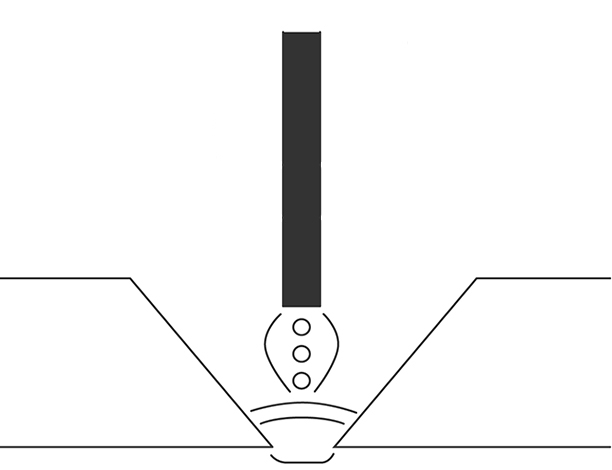
Soudage à l'électrode enrobée 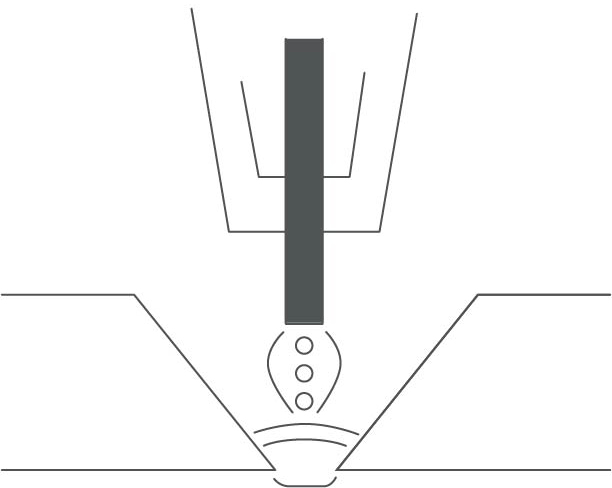
Soudage MIG/MAG -
Gain de temps de 20 min – avec démagnétisation

-
Excellent résultat de soudage
- Arc stable
- Séparation homogène des gouttes
- Exempt de projections
- Bonne saisie des flancs
-


Il est plus simple de démagnétiser que d’effectuer des retouches
Le magnétisme apparaît souvent lors de la séparation mécanique de pièces, de la préparation de cordon par enlèvement de copeaux ou du processus de ponçage. Afin d’obtenir un résultat de soudage de haute qualité, il est recommandé de démagnétiser après l’usinage mécanique et avant le procédé de soudage à proprement parler. L’application est très simple en raison du déroulement automatique du programme de démagnétisation. (Application 1).
Dans le cas de pièces très longues, aux parois épaisses, difficilement accessibles ou fortement magnétisées, il peut arriver que le champ magnétique réapparaisse après la démagnétisation. Cela a pour effet la déviation de l’arc pendant le soudage. Dans un tel cas, il est conseillé d’appliquer la fonction « activgauss ». Celle-ci génère un champ magnétique opposé pendant le procédé de soudage (Application 2). *
Possibilités d’application du Degauss 600 et du Pico 350 cel puls pws dgs
-
Application 1: Degaussing
-
Application 2: activgauss


Démagnétisation de tubes et de tôles
Degauss 600
Le démagnétiseur Degauss 600 convient aussi bien pour la démagnétisation avant le procédé de soudage que pendant le procédé de soudage.




Degauss 600
Vos avantages sont évidents
- Compact et adapté aux chantiers
- Portable et solide
- Tolérances de tension réseau élevées de +/- 20 %
- 100 % utilisable avec générateur

Une manipulation des plus simples

- Tous les composants nécessaires pour la démagnétisation sont compris dans le kit
- Raccordement rapide au tube au moyen de trois câbles de charge pourvus de prises et douilles de courant de soudage
Commande la démagnétisation avant le soudage (Application 1)
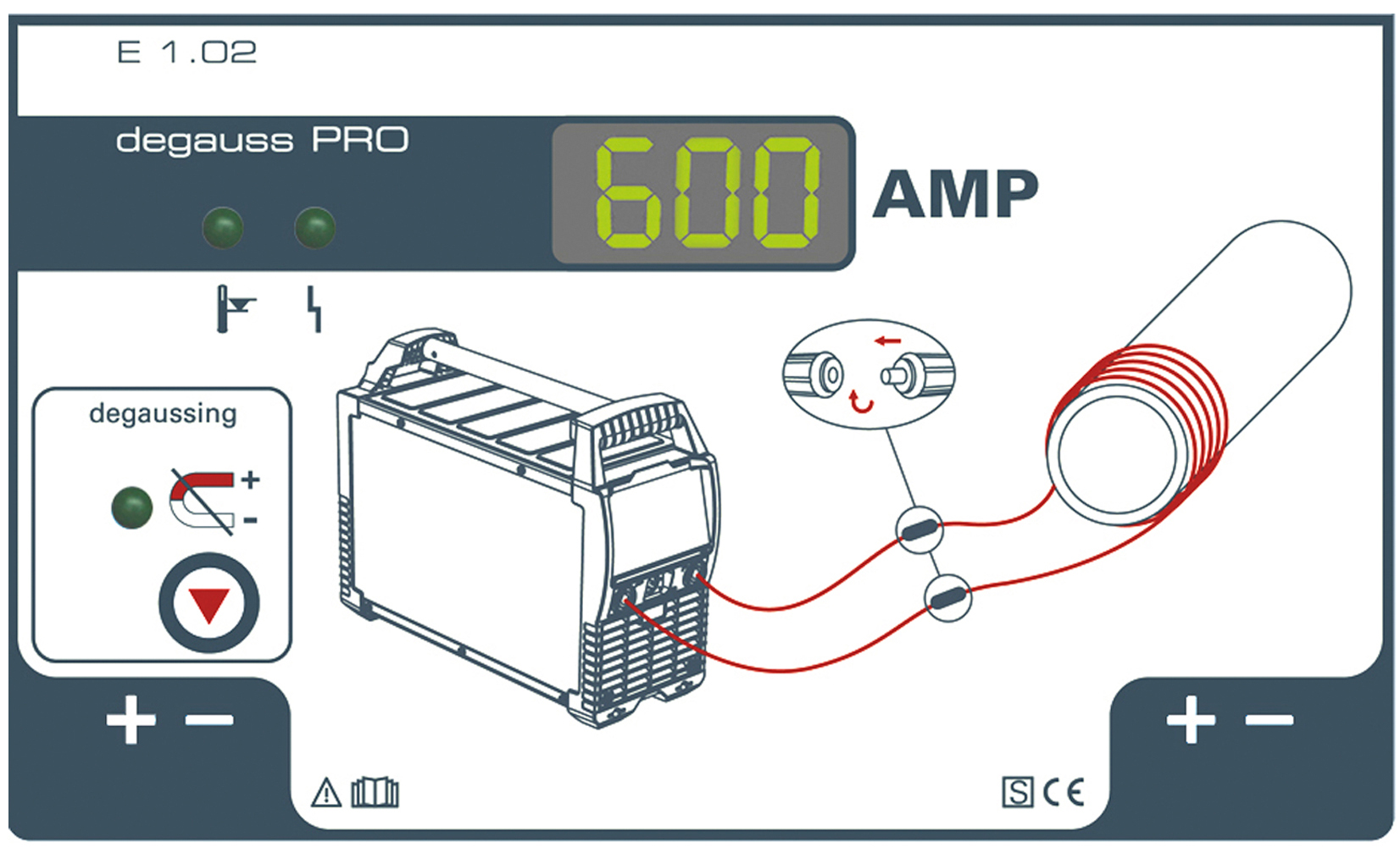
- Commande monobouton
- Déroulement automatisé du processus de démagnétisation
Commande la démagnétisation pendant le soudage – activgauss (Application 2)

- La commande à distance RT DGS1 active la fonction activgauss
- Intensité de courant réglable en continu
- Inverseur de polarité, fonction marche/arrêt
- Commande directement sur le générateur de soudage
Pour la mesure de champs magnétiques continus et alternatifs

- Appareil portatif pour fonctionnement sur secteur, à piles ou accumulateur
- Trois plages : 20 mT, 200 mT et 2 000 mT
- Affichage numérique à cristaux liquides
- Résolution : 0,01 mT
Démagnétisation et soudage avec un seul générateur
Pico 350 cel puls pws dgs
Résistant au froid, à la chaleur, à la pluie et à la saleté, extrêmement robuste pour les utilisations les plus rigoureuses et idéal pour l’utilisation sur sites multiples grâce à son poids réduit:
- Soudage d’électrodes CEL avec une soudure descendante sûre à 100 %
- Soudage MAG avec dévidoir Pico drive 4L ou Pico drive 200C
- Démagnétisation de tubes et tôles avant le soudage

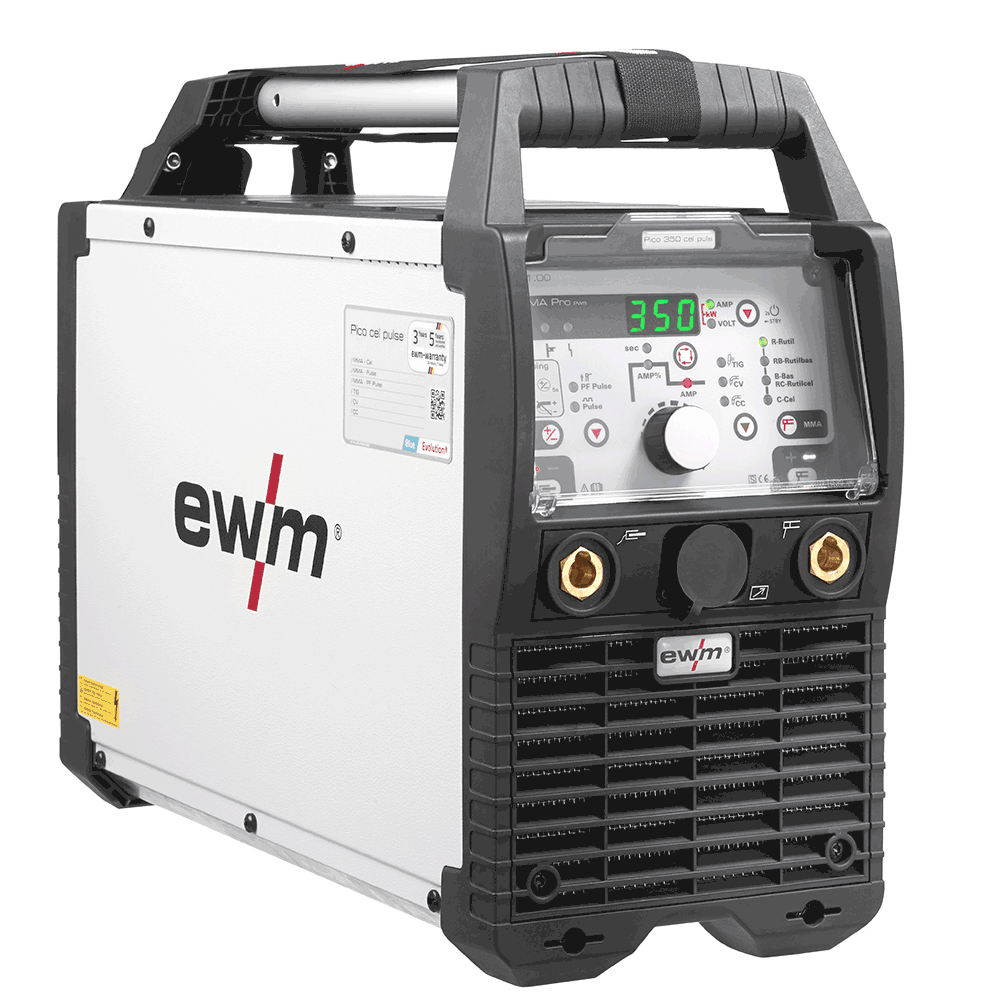


Pico 350 cel puls pws dgs
Vos avantages sont évidents
- Construits pour les sollicitations les plus extrêmes
- Particulièrement durable grâce à un volet de protection du pupitre de commande
- Processus automatisé de démagnétisation
- Polarité commutable par pression sur un bouton (inverseur de polarité)
Construits pour les sollicitations les plus extrêmes
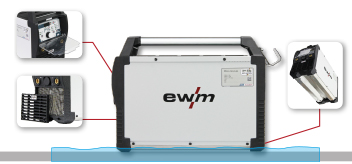
- Protection contre les projections d’eau certifiée (IP 34s)
- La structure robuste du bâti permet aussi la pose dans un environnement sale et humide
- Durabilité grâce aux filtres anti-poussière remplaçables
Fonctionnalité maximale – utilisation très simple

- Polarité commutable par pression sur un bouton (inverseur de polarité)
- Économe en énergie grâce au mode veille
- Procédure automatique de démagnétisation
- Utilisation très simple, même pour les débutants grâce au tableau d’opération clair et auto-explicatif
Soudures descendantes et montantes en toute simplicité
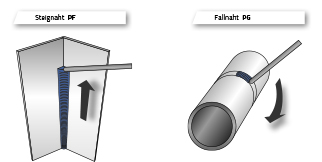
- Soudage descendant sûr à 100 %
- Soudage parfait de soudures montantes grâce à la fonction PF Pulse
- Pulsations (pulsé à l’électrode enrobée)
- Pulsations automatiques
Utilisable pour toutes les zones climatiques du monde

- Plage de température du générateur en fonctionnement : -25 °C à +40 °C
- Plage de température lors du transport et du stockage : -30 °C à +70 °C
- 100 % utilisable avec générateur
- Tolérances tension réseau élevées (-25 % à +20 %)
Satisfaits de la solution EWM :
Terranets dw GmbH

