MIG/MAG气保焊焊接基础知识
概述
按照 ISO 857-1标准中对所有电弧焊接方法的定义:当一个丝状的电极在保护气体中熔化,这种方法属于受气体保护的金属电弧焊接 (编号13)。德国此前称这种方法为金属保护气体焊接。ISO标准对该方法的英文描述翻译:采用丝状电极的金属电弧焊接,焊接中的电弧和熔池有外部提供的气体罩住,保护不受大气的影响。按照用到的保护气体类型,下面又分为金属惰性气体焊接 (MIG),编号131,这种情况使用的气体为惰性气体,和金属活性气体焊接 (MAG),编号 135,这种情况使用的气体为活性气体。
在ISO 857-1 还数列了其它的衍变方法:活性气体药芯焊丝焊接 (编号 136),惰性气体药芯焊丝焊接 (编号 137),等离子MIG焊接 (编号 151) 和电子气体焊接 (编号 73)。MIG/MAG焊接的特征是:来自丝盘的丝状电极由送丝马达输送,快要从焊枪出来时由导电嘴将电流传导到丝状电极,在丝状电极的末端和工件之间形成电弧。丝状电极位于保护气体喷嘴中心,保护气体从保护气体喷嘴中流出。
因此焊接接头受到了保护,避免了大气中的氧气,氢气和氮气进入。保护气体除了起到保护的作用外,还有另外的用途。因为它决定了电弧中气体的成分,所以还会影响导电性能,由此影响到焊接性能。它还会因为烧结和烧损过程而影响到焊接接头的 化学成分,也就是还有冶金影响。

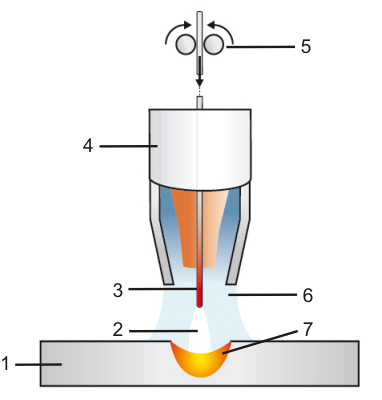
- 工件
- 电弧
- 焊丝
- 气嘴
- 送丝机
- 保护气体
- 熔池
电流类型
不考虑一些新的方法,那么MIG/MAG气保焊焊接都是用直流电,电极接正极,工件接负极。有些药芯焊丝也会用相反的极性来焊接。近来,在某些非常特殊的应用中,例如MIG气保焊焊接非常薄的铝板,也有用交流电焊接。
正确使用 MIG/MAG 气保焊焊接的提示
MIG气保焊或 MAG气保焊的焊工需要经过很好的培训,不仅是实际焊接训练,还要在理论上了解这种焊接方法的特点。培训可以帮助焊工避免出错。
电弧的引燃
在按下焊枪开关后,焊丝按照预先设定的速度开始送丝。
同时通过电流继电器接通电流,保护气体也开始了送气。当焊丝接触到工件表面时,就出现了短路。由于焊丝尖端的电流密度很大,接触点的材料开始蒸发并且引燃电弧。
i刚开始的电弧很弱,如果这时的送丝速度很快,焊丝又会粘连到工件上,所以要经过两三次这样的过程后才能成功引燃电弧。
所以有必要在引燃电弧时采用低速送丝,在电弧引燃后才将送丝速度提高到正常的速度。现代的MIG/MAG气保焊焊机都提供一种被称为“慢进丝”的可以调节设定的功能。
不要在焊缝区外引弧,引弧点的位置要立即被电弧熔化。如果引弧位置没有被焊接熔化,该区域的冷却速度会很快,因此容易出现裂纹。
焊枪运作
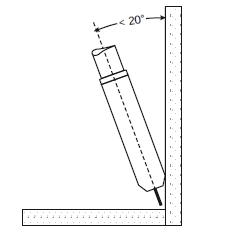
焊枪沿焊接的方向倾斜大约 10 ° 到 20 °,可以推着焊枪焊或拖着焊枪焊。焊枪和工件之间的距离应该根据伸出来的焊丝长度来定,焊丝干伸长,也就是导电嘴的端头到电弧起点的距离应该是焊丝直径(mm)的 10 – 12倍。如果焊枪的倾斜角度过大,会存在空气被吸入到保护气体中的危害。
实心焊丝的焊接中常用的焊枪移动是推着焊,有焊渣的药芯焊丝焊接常用拖着焊。小角度的拖着焊一般用在立向下焊。立向下焊 (PG) 主要出现在薄板焊接中。
在焊接厚板时容易出现的问题是,由于熔池的流动而出现未熔合缺陷。如果焊接速度太慢,未熔合缺陷也会在其它焊接位置焊接时出现。因此,除了立向上焊的焊接位置外,应该尽量避免横向摆动焊枪。通常用到的焊枪摆动方式是三角摆动。
焊接结尾
在焊缝结尾的地方不要突然关闭电弧,也不要将焊枪从弧坑处立即抽走。特别是厚板的焊接,焊道的填缝量大,形成的弧坑也大,这时应该将电弧慢慢地从熔池移开,如果使用的焊机有填弧坑的程序,则应使用填弧坑的功能。很多的焊机都有可以调节的滞后送气功能,这使焊缝中最后的熔化金属能在保护气体的保护下完成结晶,当然前提是熄弧后焊枪还在焊缝尾部保持一段时间。
焊接参数
这种方法在角焊缝焊接中能用来焊接最薄的板材厚度大约为:非合金钢约 0,7 mm,不锈钢约1 mm,铝材约 2 mm。在焊接打底焊道或薄板时,基本上是用短路过渡电弧或小电流的脉冲电弧。对厚板的填缝焊道,盖面焊道和背面焊道的焊接则用大电流的射流过渡电弧或长弧电弧焊接。
脉冲电弧焊接可以使焊接飞溅非常少。在很多焊机中都装有测量电流和电压的仪器,焊工可以直接读取电流和电压值。脉冲焊时,显示屏上显示的是由峰值电流和基值电流以及脉冲频率计算出来的电弧电流和电弧电压的算数平均值。
为顺利进行 MIG/MAG气保焊焊接需要如下装备:
更多关于 MIG/MAG气保焊焊接的信息请参见我们的 焊接知识读物。