SCHWEISSPROZESSE WIG
 activArc
activArc
Dynamischer WIG-Lichtbogen mit kompensierter Lichtbogenleistung
activArc
Vorteile:
- Dynamischer WIG-Lichtbogen für gezielte und konzentrierte Wärmeeinbringung
- Sicheres WIG-Schweißen in allen Positionen und Blechdicken
- Volle Kontrolle über die Energie des Lichtbogens
- Beeinflussung der Viskosität des Schmelzbades
- Deutliche Konzentration der Energie und steigender Lichtbogendruck bei kürzer werdendem Lichtbogen
- Fehlervermeidung beim Heften – Wolframelektrode klebt nicht bei leichter Berührung des Schmelzbades

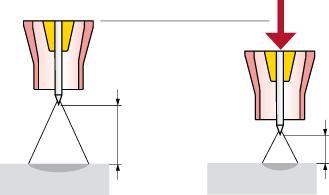
| Großer Abstand ca. 12 V Schweißstrom 60 A |
Kleinerer Abstand ca. 10,5 V Schweißstrom 60 A |
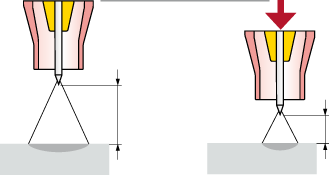
| Großer Abstand ca. 12 V Schweißstrom 60 A |
Kleinerer Abstand ca. 10,5 V Schweißstrom 68,5 A |
activArc
Einfacher Schweißen
Das Verringern des Abstandes zwischen Wolframelektrode und Werkstück während des Schweißens ermöglicht eine Konzentrierung des Lichtbogens mit konstanter Lichtbogenenergie.
Bei Änderung der Lichtbogenlänge ergeben sich Spannungsveränderungen und somit Leistungsschwankungen im Lichtbogen.
Mit activArc werden bei Änderung der Lichtbogenlänge Leistungsschwankungen im Lichtbogen kompensiert. Der Schweißstrom wird bei Verkürzung des Lichtbogens erhöht, bei Verlängerung des Lichtbogens abgesenkt.
Vorteile
Hohe Kostenersparnis:
- Schneller schweißen durch den fokussierten Lichtbogen
- Weniger Nacharbeit durch Reduzierung von Anlauffarben am Werkstück
- Bessere Wurzelerfassung
- Tiefer Einbrand
- Konzentrierte Wärmeeinbringung
Qualitativ hochwertiges Schweißergebnis:
- Fehlerminimierung beim Heften – Vermeidung von Wolframeinschlüssen
- Geringer Materialverzug
- Verbesserte WIG-Lichtbogenstabilität besonders bei niedrigen Strömen
- activArc-Eigenschaften einstellbar für jede Materialdicke
Vorteile in Kombination mit metallurgisches Pulsen:
- Präziser, fokussierter Lichtbogen mit noch höherer Leistungsdichte
- Erhöhter Plasmadruck des Lichtbogens
- Schnelleres Schweißen bei Hand- und Automatisierungslösungen
- Sicherer gleichmäßiger Einbrand
- Reduzierte Wärmeeinflusszonen
- Lichtbogenlängenänderungen haben kaum negativen Einfluss auf das Schweißergebnis - besonders beim Handschweißen - konstante Lichtbogenenergie

 tigSpeed
tigSpeed
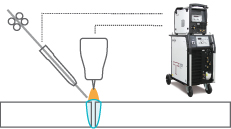
WIG-Heiß- und Kaltdrahtschweißen
Dynamisches Drahtfördersystem
Die kontinuierliche Drahtförderung wird durch eine Vor-/Rückwärtsbewegung des Drahtes überlagert. Der Schweißprozess ist besonders stabil bei gleichzeitig hoher Abschmelzleistung. Die tigSpeed-Systeme sind in den Ausführungen Kaltdraht (coldwire) und Heißdraht (hotwire) sowohl für den Hand- als auch für den Automatisierungsbetrieb verfügbar.
Video
tigSpeed
WIG-Heiß- und Kaltdrahtschweißen
Dynamisches Drahtfördersystem
tigSpeed
Vorteile:
- Perfekt beherrschbares Schweißbad auch in Zwangslagen (z.B. Steigposition)
- Besonders hohe Schweißgeschwindigkeiten - ähnlich dem MIG/MAG-Schweißen, jedoch spritzerfrei und emissionsarm
- Reduzierte Wärmeeinbringung, minimierter Verzug, geringere Schrumpfung der Bauteile und verbesserte Kerbschlagwerte
- Ermüdungsfreieres Schweißen durch leichteres Handling und bequemere Arbeitspositionen

Kalt- und Heißdrahtschweißen:
- Bis zu 60% höhere Abschmelzleistungen*
- Höhere Nahtqualität* durch deutlich reduzierte Aufmischung beim Auftragschweißen
- Ermüdungsfreieres Schweißen* durch leichteres Handling und bequemere Arbeitspositionen
*gegebüber dem manuellen WIG-Schweißen
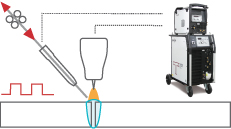
tigSpeed: Draht-Vor-/Rückwärtsbewegung:
- Ideal zum Schweißen in Zwangslagen
- Perfekt beherrschbares Schweißbad durch überlagerte Vor-/Rückwärtsbewegung des Schweißdrahtes
- Optimales Nahtbild mit modellierbarer Schuppung durch stufenlos einstellbare Frequenz der Draht-Vor- und Rückwärtsbewegung
- Sicheres Schweißen von Wurzellagen mit hoher Schweißgeschwindigkeit
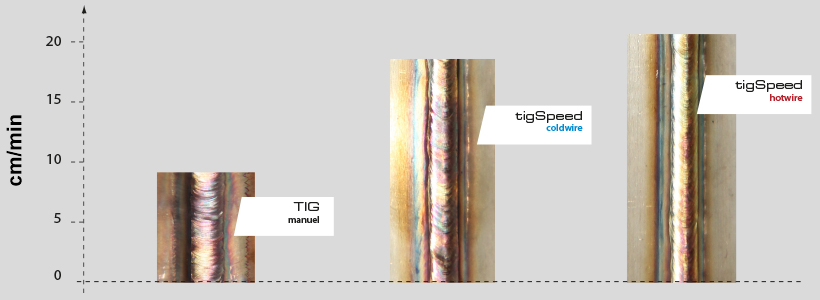
tigSpeed
Vergleich der Schweißgeschwindigkeiten
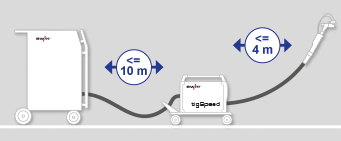
Aktionsradius bis zu 14 m:
- Flexibel durch individuell anpassbare Schlauchpaketlängen
- Mobil durch optionalen Fahrwagen
- Bester Schutz der Zwischenschlauchpakete durch Zugentlastung
- Einsatzgebiete: Niedrig-, mittel- und hochlegierte Werksto ffe; CrNi; Nickelbasislegierungen, Kupfer und Kupferlegierungen; Aluminium und Aluminiumlegierungen; Sondermetalle P91/P92
Weitere Produktinformationen und technische Daten zum tigSpeed System finden Sie hier:
tigSpeed oscillation drive 45 coldwire
tigSpeed oscillation drive 45 hotwire
tigSpeed continuous drive 45 coldwire
tigSpeed continuous drive 45 hotwire

 spotArc
spotArc
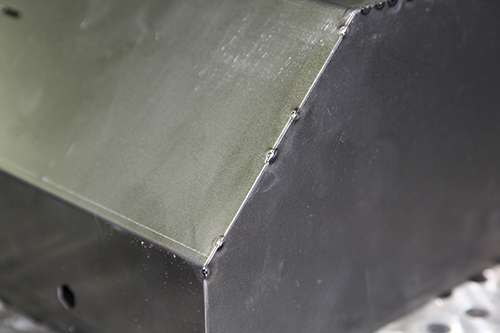
WIG-spotArc-Punktschweißen

Perfekte Oberflächenausbildung:
- Flachere Punktausbildung gegenüber dem MAG-Punktschweißen
- Ausgezeichnete Eigenschaften der Punktverbindung durch minimalen Wärmeeintrag
- Sehr geringe thermische Spannungen und wenig Verzug durch kurze Schweißzeiten
- Optimal für Verbindungen im Sichtbereich durch sauberes Nahtbild
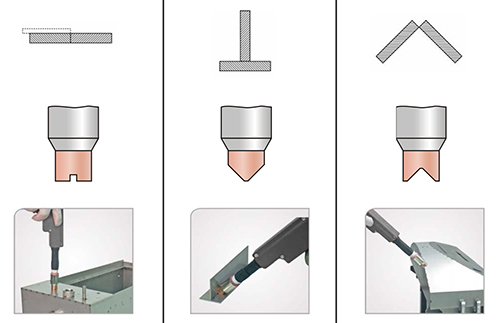
Für jede Anwendung die passende Düsenform
 forceTig
forceTig
WIG-Schweißprozess mit stark fokussiertem Lichtbogen für mehr Einbrand und höhere Schweißgeschwindigkeiten. Mit dem Schweißprozess forceTig dringt EWM in neue Bereiche des WIG-Schweißens vor. Das Fügeverfahren ermöglicht mit seinem extrem konzentrierten Lichtbogen eine deutlich höhere Energiedichte im Schmelzbad sowie höchste Schweißgeschwindigkeiten.
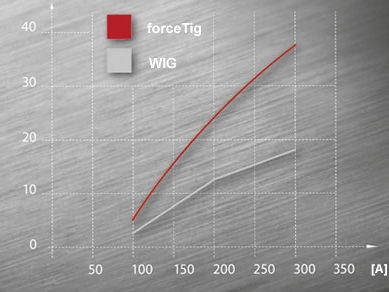
Vergleich Lichtbogendruck WIG / forceTig

forceTig
Vorteile:
- Kleinere Streckenenergie durch den stark fokussierten WIG-Lichtbogen mit hoher Energiedichte, bei höherer Schweißgeschwindigkeit
- Einlagiges Schweißen kleiner und großer Blechdicken möglich
- Für vollmechanisierte und automatisierte Fertigungsprozesse
- 100 % reproduzierbarer TCP, perfekt für automatisierte Anwendungen
- Hohe Brennerleistung - 800 A bei 100 % ED
- Einfacher Elektrodenwechsel ohne Lehren durch definierte, kalibrierte Geometrie
- Sehr hohe Strombelastbarkeit, hohe Stromdichte
- Stabile Bauart des Brenners für mehr Crash-Sicherheit
- Geschlossener, hoch effektiver Kühlkreislauf
- Niedrige Beschaffungskosten und Energiebedarf
- Kalt-/Heißdraht-Anwendungen
Video
Youtube-Video
EWM-Schweißprozess: forceTig