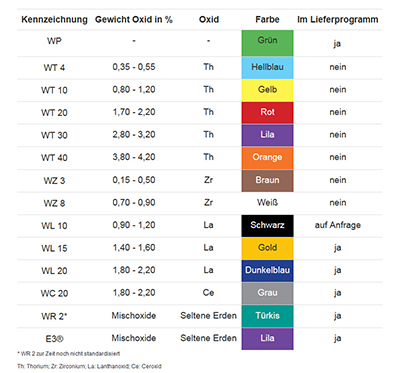
钨电极颜色标码
| 标号 |
氧化物重量 % |
氧化物 | 颜色 | 供货 |
| WP | - | - | 绿色 | |
| WT 4 | 0,35 - 0,55 | Th | 浅蓝 | nein |
| WT 10 | 0,80 - 1,20 | Th | 黄色 | nein |
| WT 20 | 1,70 - 2,20 | Th | 红色 | nein |
| WT 30 | 2,80 - 3,20 | Th | 紫色 | nein |
| WT 40 | 3,80 - 4,20 | Th | 橘黄 | nein |
| WZ 3 | 0,15 - 0,50 | Zr | 棕色 | nein |
| WZ 8 | 0,70 - 0,90 | Zr | 白色 | nein |
| WL 10 | 0,90 - 1,20 | La | 黑色 | auf Anfrage |
| WL 15 | 1,40 - 1,60 | La | 金色 | |
| WL 20 | 1,80 - 2,20 | La | 深蓝 | |
| WC 20 | 1,80 - 2,20 | Ce | 灰色 | |
| WR 2* | 混合氧化物 | 稀土 | 青绿 | |
| E3® | 混合氧化物 | 稀土 | 紫色 |
* WR 2 目前还未标准化
Th: 钍: Zr: 锆: La: 氧化镧: Ce: 氧化铈
WP-钨极:
- 纯钨的电极
- 用于铝合金交流电流焊接
- 不适合用于直流电流焊接
WT-钨极:
- 添加剂中含钍,所以有轻微的辐射
- 由于对健康的危害增大,所以尽量不用
- 比纯钨电极有更好的引弧性能和更高的电流承载能力
WZ-钨极:
- 添加剂锆减小了熔化金属受污染的可能性
- 用于铝合金交流电流焊接
- 只适用于某些特定条件下的直流电流焊接
WL-钨极:
- 氧化镧有利于改善引弧性能
- 既适用于直流电流焊接,也适用于交流电流焊接
- 可用于焊接非合金钢和高合金钢,铝合金,钛合金,镍合金,铜合金和镁合金以及用于微束等离子焊接
- 特别适合用于小电流焊接
- 可用于替代 WT-钨极
WC-钨极:
- 含氧化铈的钨极有很好的引弧性能和重新引弧性能
- 既适用于直流电流焊接,也适用于交流电流焊接
- 可用于在小电流和中等电流范围焊接非合金钢和高合金钢,铝合金,钛合金,镍合金,铜合金和镁合金
- 可用于替代 WT-钨极
WS-钨极:
- 有不同成份的添加物,还没有统一标准
- 既适用于直流电流焊接,也适用于交流电流焊接
- 可用于在小电流和中等电流范围焊接非合金钢和高合金钢,铝合金,钛合金,镍合金,铜合金和镁合金
- 工作寿命长,电流承载能力高