焊接管道或板材时出现电弧飘移?
原因很有可能是电弧受到磁性的影响。
为什么要消除磁性?
让磁场引起的电弧飘移现象不再出现。
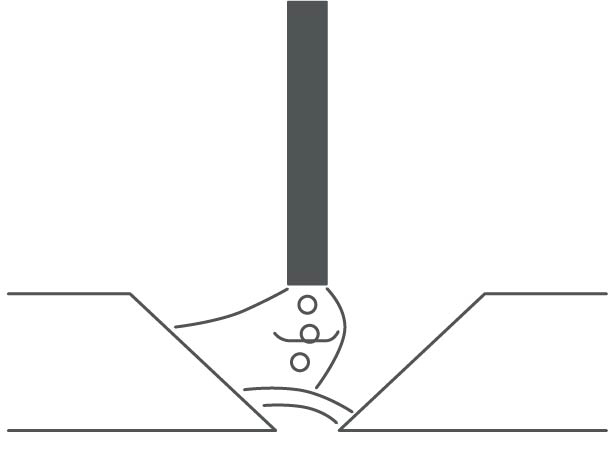
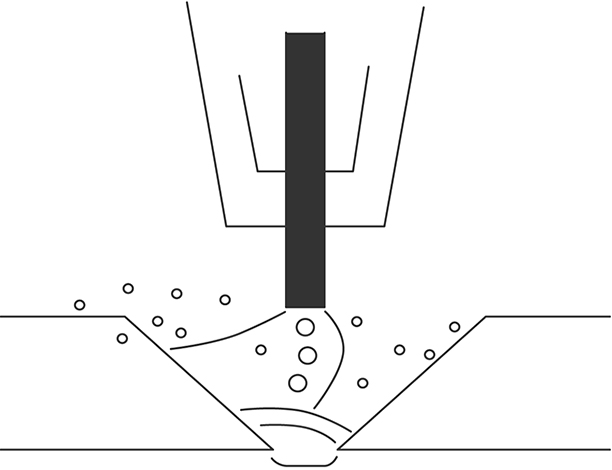
钢铁工件上的磁场或剩余磁场会引起电弧不稳定和电弧飘移,由此造成焊接气孔和未熔合缺陷。其影响程度甚至可以大到无法进行焊接。因此在对钢铁件进行焊接加工时是不希望有磁场存在。
-
消磁前
» 焊接效果不理想,会造成大量的返工,耗费更多的时间和成本
-
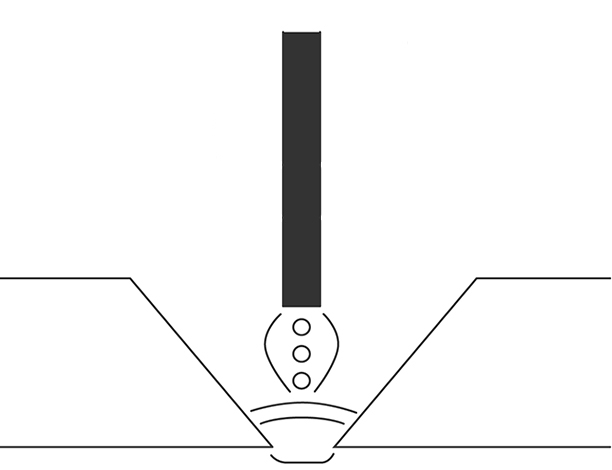
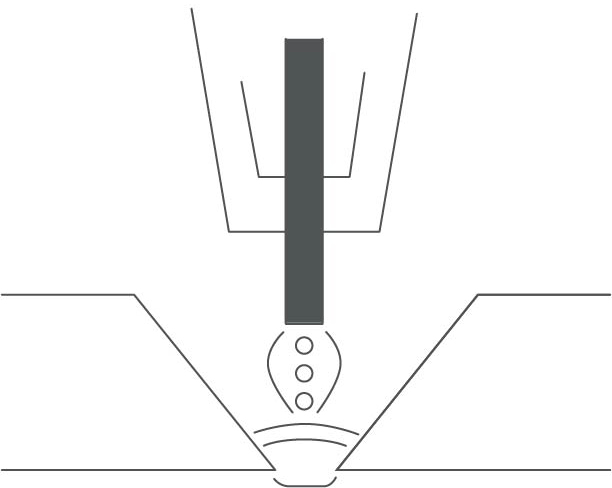
消磁后
» 很好的焊接效果,减少了返工,降低了材料和气体的用量。由此节约了生产成本,有效地利用了资源,提高了产品质量。




消磁容易,返工艰难
当工件经过切割,开坡口或打磨等机械加工后通常就会显示出磁性。为了保证高质量的焊接结果, 建议在焊接前对经过机械加工的工件进行消磁处理。消磁方法用起来很简单,消磁机中带有消磁程序,整个消磁过程自动进行。(用法 1).
如果被焊工件很大,很厚或磁性很强,也有可能在消磁过后又很快地恢复了磁性。在随后的焊接中也会遇到电弧飘移的问题。对这种情况下,建议采用 „activgauss – 反向磁性“ 方法消磁。这种方法是在焊接过程中由消磁机产生一个和工件上的磁场相反的反向磁场,以此抵消工件上的磁场对焊接的影响 (用法 2). *


消除管道和板材的磁性
Degauss 600
消磁机 Degauss 600 既可用于焊接前对工件进行消磁,也可用于在焊接过程中对工件进行消磁。




Degauss 600
实用中的优越性
- 结构紧凑,利于在施工工地上使用
- 便于携带,结实耐用
- 能用于电网电压波动范围很大的环境 +/- 20 %
- 100 % 和配电发电机兼容

操作非常简单

- 消磁机套件中包含了消磁时需要用到的各种配件
- 三根带快插接头的电缆线,很快地完成和连接管道上的布线
焊接前消磁的操作方式 (用法 1)
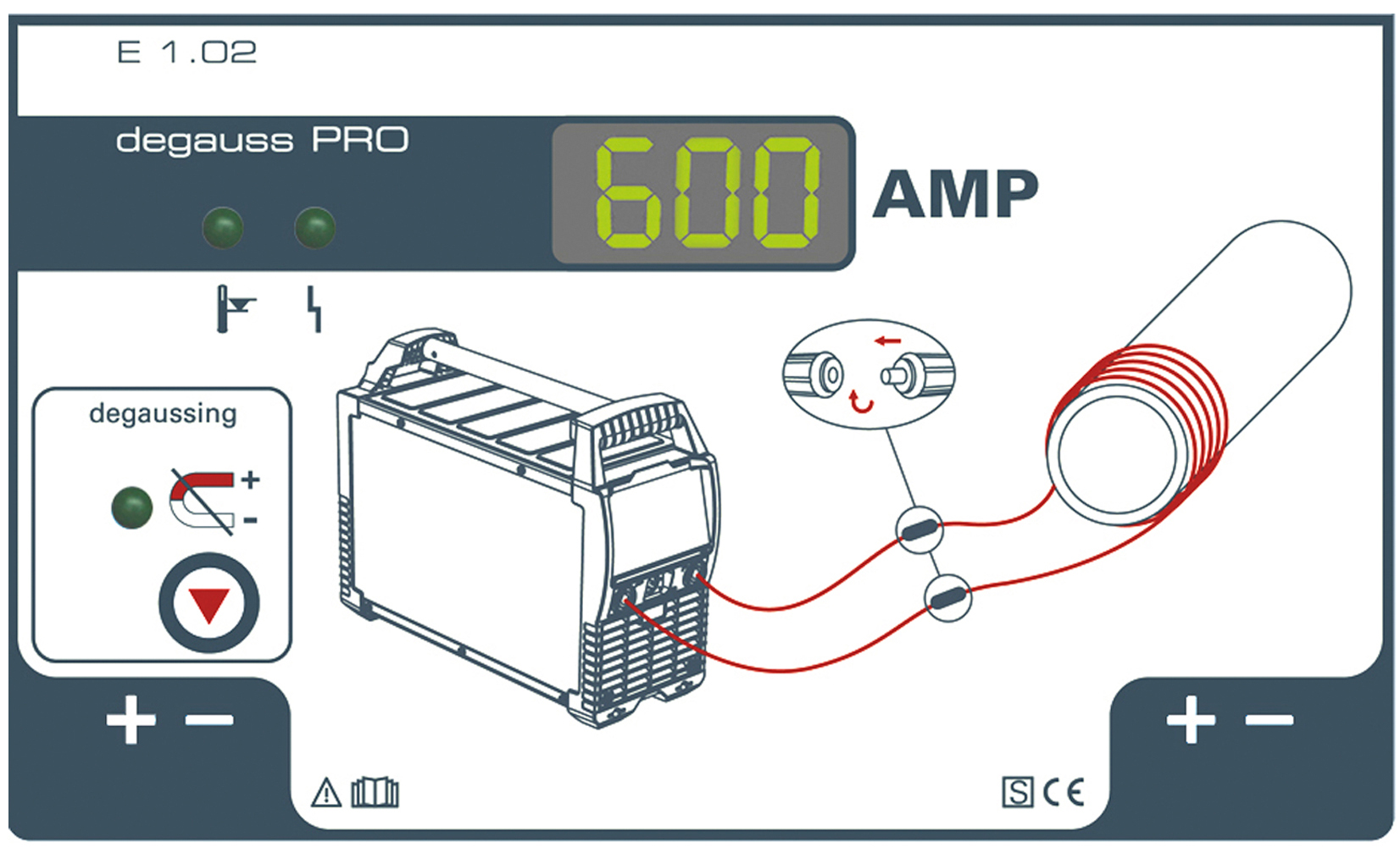
- 一键式操作方式
- 消磁过程自动化完成
焊接中消磁的操作方式 – 反向消磁 (用法 2)

- 通过线控器 RT DGS1 启动反向消磁功能
- 可以无级调节消磁电流强度
- 带电流极性转换开关,开始/停止功能
- 直接在焊接工位上操作
测量磁场强度

- 手握式仪器,可以通过电插头,或电池,或充电电池供电
- 三个测量范围:20 mT, 200 mT 和 2000 mT
- LCD-数码显示
- 测量精度:0,01 mT
消磁和焊接通用一台机器
Pico 350 cel puls pws dgs
耐寒冷,耐炎热,不怕雨,不怕尘,非常结实,可在很严峻的环境下使用。重量轻,便于频繁移动的工作位置:
- 100 % 的纤维素焊条向下立焊的可焊性
- MAG 活性气体保护焊接,配 Pico drive 4L 送丝机或 Pico drive 200C 送丝机
- 焊接前消除管道或板材上的磁性

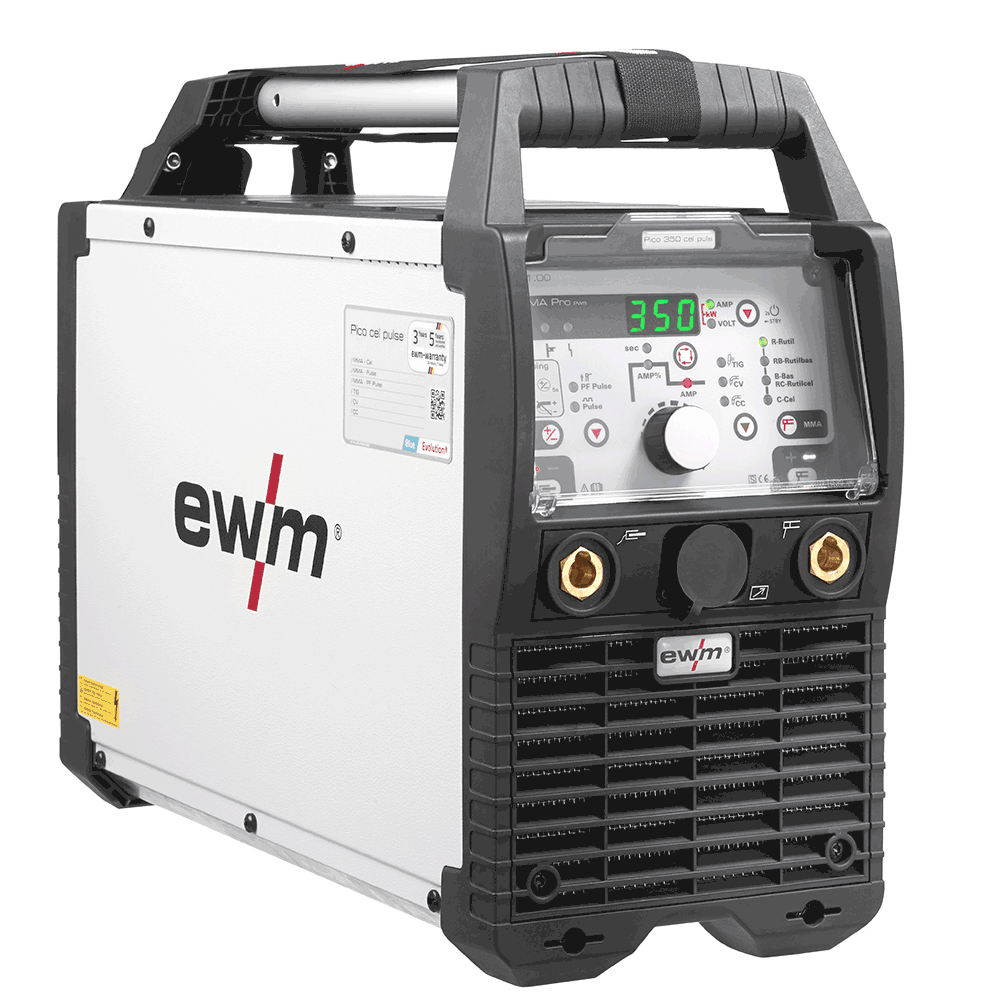


Pico 350 cel puls pws dgs
实用中的优越性
- 适用在严峻的条件下工作
- 使用时间长,操作面板上标配保护盖板
- 消磁过程自动化进行
- 极性转换按键 (PWS)
适用在严峻的条件下工作
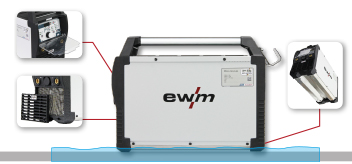
- 经过防水飞溅检验 (IP 34s)
- 结实的底部结构,能经受脏乱和潮湿的环境
- 可更换的防尘滤网,延长使用寿命
功能全面 – 操作简单

- 通过按键就可转换极性 (PWS)
- 待机功能节省用电
- 消磁过程自动化
- 操作简单,简单明了的操作界面,初次使用的人员也能很快地掌握
立向下焊或立向上焊都没问题
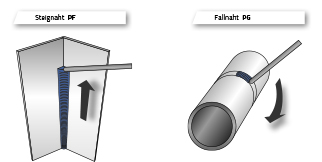
- 100% 的向下立焊可靠性
- PF Pulse - 向上立焊脉冲功能, 极好的电焊条向上立焊效果
- Pulse – 脉冲功能 (MMA 手弧焊脉冲)
- Puls-Automatik 自动脉冲功能
适用于世界各地不同的气候环境

- 机器工作的环境温度范围:-25 °C 到 +40 °C
- 机器运输和存放的环境温度范围:-30 °C 到 +70 °C
- 100% 兼容发电机配电
- 可承受很大的电网电压波动 (-25 % 到 +20 %)
用户对 EWM的方法感到满意:
Terranets dw GmbH

