TIG 氩弧焊焊接基础知识
TIG 氩弧焊焊接基础知识
TIG 氩弧焊焊接是一种可以用于各种材料,各种板材厚度和各种焊接位置的万能焊接方法。该焊接方法可以焊出质量非常高的焊接接头。这一方法的完整描述见DIN 1910标准的第 4 部分 - 钨电极惰性气体焊接,TIG氩弧焊焊接方法起源于美国,1936年在美国被称之为氩气电弧焊接。第二次世界大战后该方法才被引入德国。在说英语的国家里,该方法被称为TIG ,因为英语中钨被叫做”Tungsten”。和其它的熔融焊接方法相比,氩弧焊在许多方面表现出众,例如它可以用于很多场合。

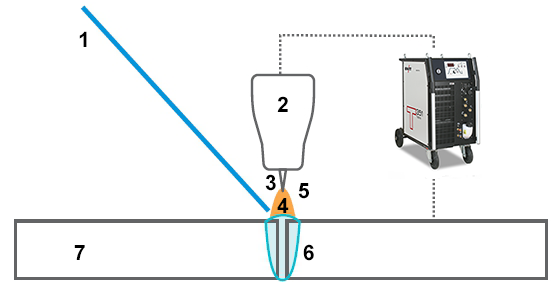
- 焊棒
- 焊枪
- 钨电极
- 电弧
- 保护气体
- 熔池
- 母材
只要一种金属材料能够以熔化的方式焊接在一起,就可以用氩弧焊来焊接。另外,它还是一种非常“干净”的方法,基本上没有飞溅,产生的有害物质也少,在正确的应用下能确保高质量的焊接接头。和熔化性电极的其它焊接方法相比,TIG氩弧焊焊接还有一个独特的优势,那就是填充材料的填充速度可以不和焊接电流的大小挂钩。所以焊工可以更好地根据焊接任务来设定焊接电流,可以控制焊材的填充量正好和所需要的量相符。这个特点使得这种方法特别适合用于打底焊和强制性位置的焊接。由于有这些所提到优点,所以目前在众多的工业领域和手工加工领域,TIG氩弧焊的应用都非常成功。当然,在手工焊接中,这种方法要求焊工要有熟练的技能和经过良好的培训。本篇将介绍氩弧焊方法的特点。在有些企业中,尽管现有的焊接任务非常适合用氩弧焊,但却还没有被采用,也许本篇能唤起他们对这方面进行关注。
焊接填充材料的选择
TIG氩弧焊焊接中的焊接填充材料基本上都是棒状。在自动化焊接中会采用丝状焊丝,由一个外加的送丝机来输送焊丝。在选择焊接填充材料时,原则上是选择和被焊母材一致的材料。有时出于冶金上的原因,也会要求填充材料中的某些合金元素量不同于母材中的成分。例如,为了防止裂纹,尽量采用含碳量低的填充材料。这种情况被称为类型相近的材料。还有的时候会要求采用类型相异的材料,例如在焊接难焊的C-钢时,会用奥氏体,甚至镍基合金作为填充材料。填充材料焊棒的直径大小取决于焊接的对象,要根据材料的厚度和钨电极的直径来选择焊棒的直径。市场上常见的焊棒长1000 mm,以成束的方式供货,在每根焊棒上应该有相应于 DIN标准的标志或商业标志,以避免混淆。

保护气体流量设定
保护气体的流量是按照体积流量来设定,单位为 升/分钟。流量的设定要考虑到熔池的大小,也就是说要考虑钨电极的直径大小,还有气嘴的直径,气嘴到母材表面的距离,周边空气的流动情况和所用气体的类型 – 请参见专门介绍保护气体的章节。有一个简单的经验数值是,对纯氩气的保护气体,钨电极直径在1 到 4 mm之间,那么保护气体的流量应该为每分钟 5 到 10 升。气体流量可以通过间接的测量从安装的气表上读出,气表测量的是缓压螺帽前的压力,它和气体流量成正比关系,气表上的刻度经过定标,所以可以直接显示升/分钟。如果要更精确地测量流量,有一种玻璃小管测量计,内带浮子,用它可以在焊枪出气口上直接测量保护气体流量。
工件表面清理
 要达到一个好的焊接效果,对工件表面的清理是件重要的事情。在焊接前要将被焊工件接头区间的截面和表面彻底清理干净。表面应该显出金属光泽,没有油质,脏污,锈蚀和油漆等。表面的氧化层也要尽可能地清除掉。通常情况下,用一个钢刷来清理表面就可以了。有时仅用钢刷还达不到效果,就要对表面用打磨或机械加工的方法来处理。对不锈钢材料的清理必须用不锈钢钢刷,否则残留在表面的钢刷颗粒会作为杂质造成生锈。在焊接铝金属时,为了避免出现气孔,表面的清理尤其重要,表面不能有很厚的氧化层。可以用适合的溶剂来清理和去处氧化层。注意:如果用含氯的溶剂,可能会出现毒性的挥发气体。
要达到一个好的焊接效果,对工件表面的清理是件重要的事情。在焊接前要将被焊工件接头区间的截面和表面彻底清理干净。表面应该显出金属光泽,没有油质,脏污,锈蚀和油漆等。表面的氧化层也要尽可能地清除掉。通常情况下,用一个钢刷来清理表面就可以了。有时仅用钢刷还达不到效果,就要对表面用打磨或机械加工的方法来处理。对不锈钢材料的清理必须用不锈钢钢刷,否则残留在表面的钢刷颗粒会作为杂质造成生锈。在焊接铝金属时,为了避免出现气孔,表面的清理尤其重要,表面不能有很厚的氧化层。可以用适合的溶剂来清理和去处氧化层。注意:如果用含氯的溶剂,可能会出现毒性的挥发气体。
电弧的引燃
不要在母材上的焊缝区之外引燃电弧,在随后的焊接中要使引弧点重新熔化。在开始焊接时,由于整个母材处于冷态,引弧点处被电弧加热的母材会受到快速地散热。这种快速的冷却会导致淬火,很可能会伴随有裂纹和气孔。为了避免这种快速的冷却,所以应该在焊缝起点处引弧,引弧后立刻将引弧点重新熔化。尽量不要采用接触引弧,有些老式焊机没有引弧装置(高压脉冲引弧)才采用接触引弧。在这种情况下,要在焊缝起点处加一块铜片作为引弧板,在引弧板上引燃电弧后,再将电弧移到焊缝起点开始焊接。如果直接在母材上接触引弧,焊缝可能会有夹钨,由于钨的熔点高,没有被熔化而是夹在焊缝中,在拍摄的X光片上就会看到明亮的部位。
TIG 氩弧焊焊枪运作
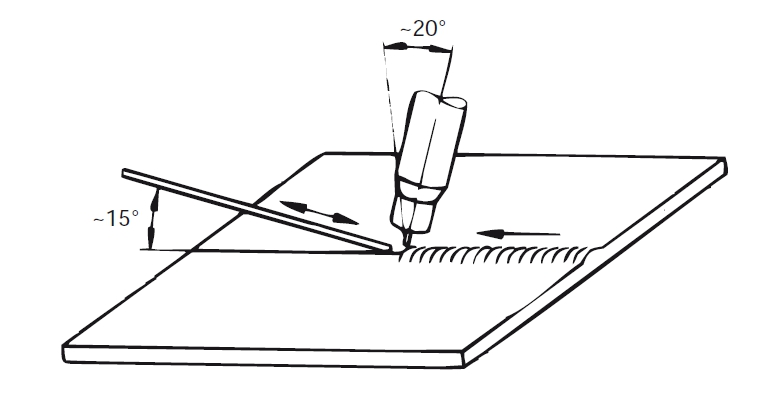
TIG 氩弧焊焊接用的是向左焊法,如图。当然,这里是针对右手持焊枪,左手持焊棒的焊工来说的,也就是通常说的右手焊工,从焊工的角度看是向左焊。还有一种更清楚的方法来表示焊接方向,也就是人们说的焊棒在焊接方向前面引导着焊枪。这种说法适用于其它所有的焊接位置,只是不适用于向下立焊。在堆焊时,有时也会用向右焊法,以便有更高的熔敷速度。 焊枪摆放与焊接方向后倾 20°左右角度,焊棒则非常平地放置在与工件表面成15°角度的位置。焊接中,先是用电弧熔化一个熔池,然后使焊棒在电弧下的熔池中熔化。焊棒在焊工手动控制下轻触式的插入和退出,如果是连接工件的焊接,注意不要将焊棒插入电弧太深,否则会减小熔深。如果是堆焊,因为希望得到稀释率小的焊缝,熔深小则变得有利。焊接中要使焊棒在熔池的前沿熔化。焊工还要注意在抽回焊棒时不要使熔化的焊棒端头退到保护气体罩外面,否则焊棒端头会被氧化,而这些氧化物很有可能又会进入到熔池中。
焊接位置
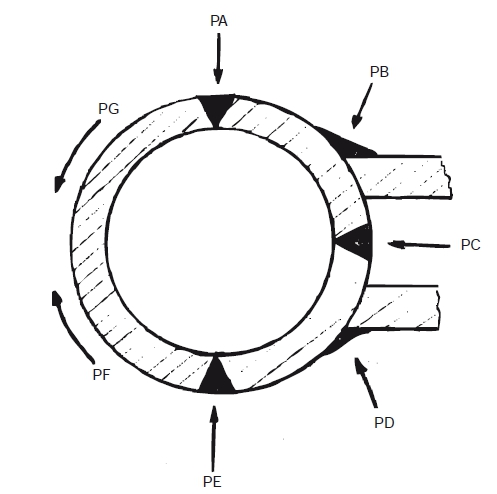
在 ISO 6947标准中用 PA到 PG 来代表各种不同的焊接位置。如果用一个圆管截面作为图形,从上端(PA)开始,顺时钟移动,就依次得到按英文字母排列的焊接位置。位置 PA 以前在德国被称为水平位置或盆型位置。接下来是对接焊缝的位置PC(横向焊接竖立的板材)和位置PE(仰焊),以及角焊缝的位置PB (平焊接)和位置PD (横焊/仰焊)。在板材的焊接中,位置PF 表示向上立焊,位置PG 表示向下立焊。在圆管上将各种位置都表示出来了。在圆管不转动的条件下,从圆管的仰焊位置向左或向右往上焊属于位置PF,位置PG 是从上往下焊。TIG氩弧焊可以用来在所有的这些焊接位置上焊接,当然,和其它焊接方法一样,所用的焊接参数必须和焊接位置相匹配。
焊接参数
应用TIG氩弧焊可以焊接的钢板厚度最薄约 0,3 mm,铝板和铜板的最薄厚度为 0,5 mm。可焊的最厚板材主要是受到经济效益的限制。这种方法的熔敷率并不高,所以经常只用TIG氩弧焊来焊接打底焊道,剩下的焊道则用熔敷率高的其它方法(MMA手弧焊, MAG气保焊)来完成。在选择焊接参数时要明白,在焊机上只能调节焊接电流。电弧的电压取决于电弧的长度,而电弧的长度是由焊工持枪的手掌握。电弧越长,电压也越大。作为一个参考值,如果是直流电流(钨极接负极)焊接钢材,达到焊透的焊接电流为每mm板厚45安培电流。如果是交流电焊铝材,则每mm板厚需要40 安培的电流。
脉冲电流焊接
在脉冲电流焊接中,焊接电流的强度在一个小的基值电流和一个大的峰值电流之间按脉冲频率的周期性不断地地变化。峰值电流使母材得到熔深,形成一个点状的熔池。接下来的基值电流会使熔池从边沿开始凝固,待到下一个峰值电流又会使熔池熔化和变大。同时,在焊接速度的影响下,电弧也在往前移动,因此TIG氩弧焊脉冲焊接的焊缝看上去是由许多重叠的焊点组成。通常,脉冲电流焊接的熔池要小于恒定电流焊接的熔池。所以在强制性位置焊接时,用脉冲电流能更好地控制焊接过程,同时又能保证足够的熔深。当然,要出现上面所描叙的现象,熔池的温度在基值电流和峰值电流之间要有足够的温差。只有当脉冲的频率低于约 5 Hz 时,才能达到这种温差。脉冲焊的缺点是焊接速度要大幅度降低。另外,当脉冲频率很低时,焊工会因脉冲引起的电弧闪烁而受到干扰。所以,在手工TIG氩弧焊中,如果有其它方法来控制熔池,就不大会采用脉冲焊。脉冲焊更多的是用在自动化焊接上。
为顺利进行 TIG 氩弧焊焊接需要下述装备:
更多关于 TIG氩弧焊焊接的信息请参见我们的 焊接知识读物。