Arc deflection when welding pipes and metal plates? –
Magnetism could be the cause
Why should you degauss?
Arc deflection caused by magnetism is a thing of the past.
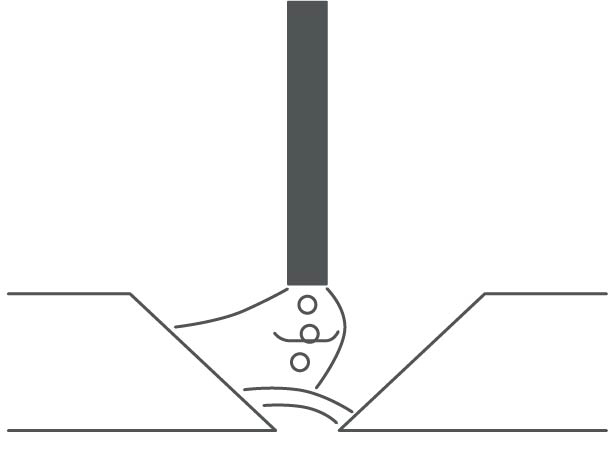
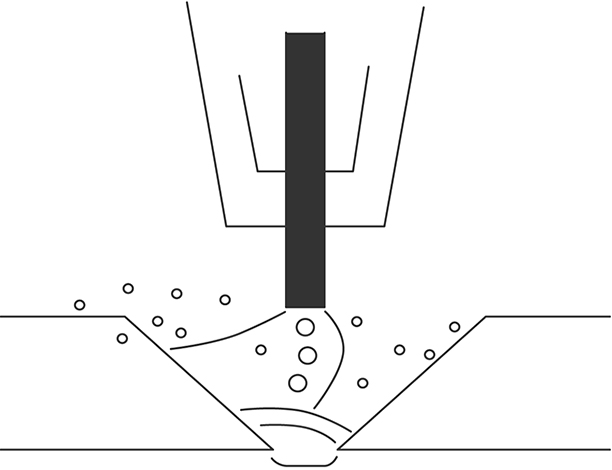
(Residual) magnetism in steel components causes instability and deflection in the arc and can lead to pores and lack of fusion. The effect may be so great that welding is impossible. Magnetism is therefore undesirable when welding steel.
-
Without degaussing
» Inadequate welding results mean considerable finishing work, loss of time and high additional costs
-
With degaussing
» Reduce costs, conserve resources and increase quality through high-quality welding results, less finishing work and reduced material and gas consumption
-
Workpiece is degaussed
» no arc deflection
Workpiece was degaussed with the Degauss 600 or Pico 350 cel puls pws dgs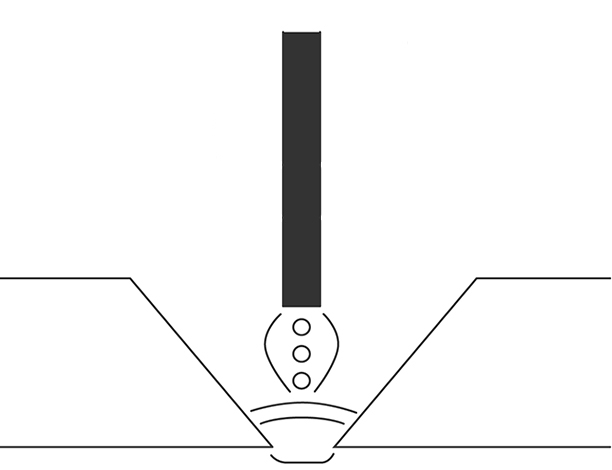
MMA welding 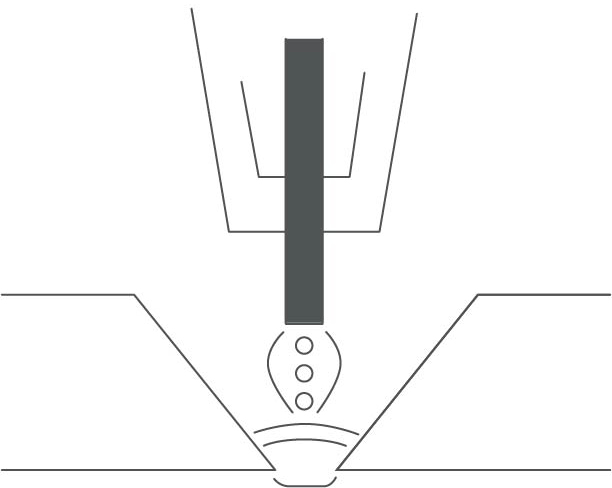
MIG/MAG welding -
20 min of time saving – with degaussing

-
Outstanding welding results
- Stable arc
- Even droplet detachment
- Spatter-free
- Good sidewall fusion
-



Degaussing is easier as finishing work
Magnetism caused by the mechanic separation of components, filing in preparation for welding or due to grinding processes occurs particularly frequently. For high-quality welding results, we recommend degaussing after mechanical processing and before the actual welding process. Application is very easy thanks to automatic running of the degaussing program (Application 1).
With very long, thick-walled and hard-to-reach components which are heavily magnetised, the magnetic field may return after degaussing. This will lead to arc deflection during welding. In this case, we recommend the “activgauss” function. Here, an opposing active magnetic field is generated during the welding process (Application 2). *
Application options for Degauss 600 and Pico 350 cel puls pws dgs
-
Application 1: degaussing
-
Application 2: activgauss


Degaussing of pipes and metal plates
Degauss 600
The Degauss 600 is suitable both for degaussing before the welding process and degaussing during the welding process.




Degauss 600
The advantages are obvious
- Compact and suitable for construction sites
- Portable and robust
- High mains voltage tolerances +/- 20%
- 100% generator-compatible

Very easy to handle

- Set includes all components required for degaussing
- Quick connection to the pipe using three load cables with welding current sockets and plugs
Controls degaussing prior to welding (Application 1)
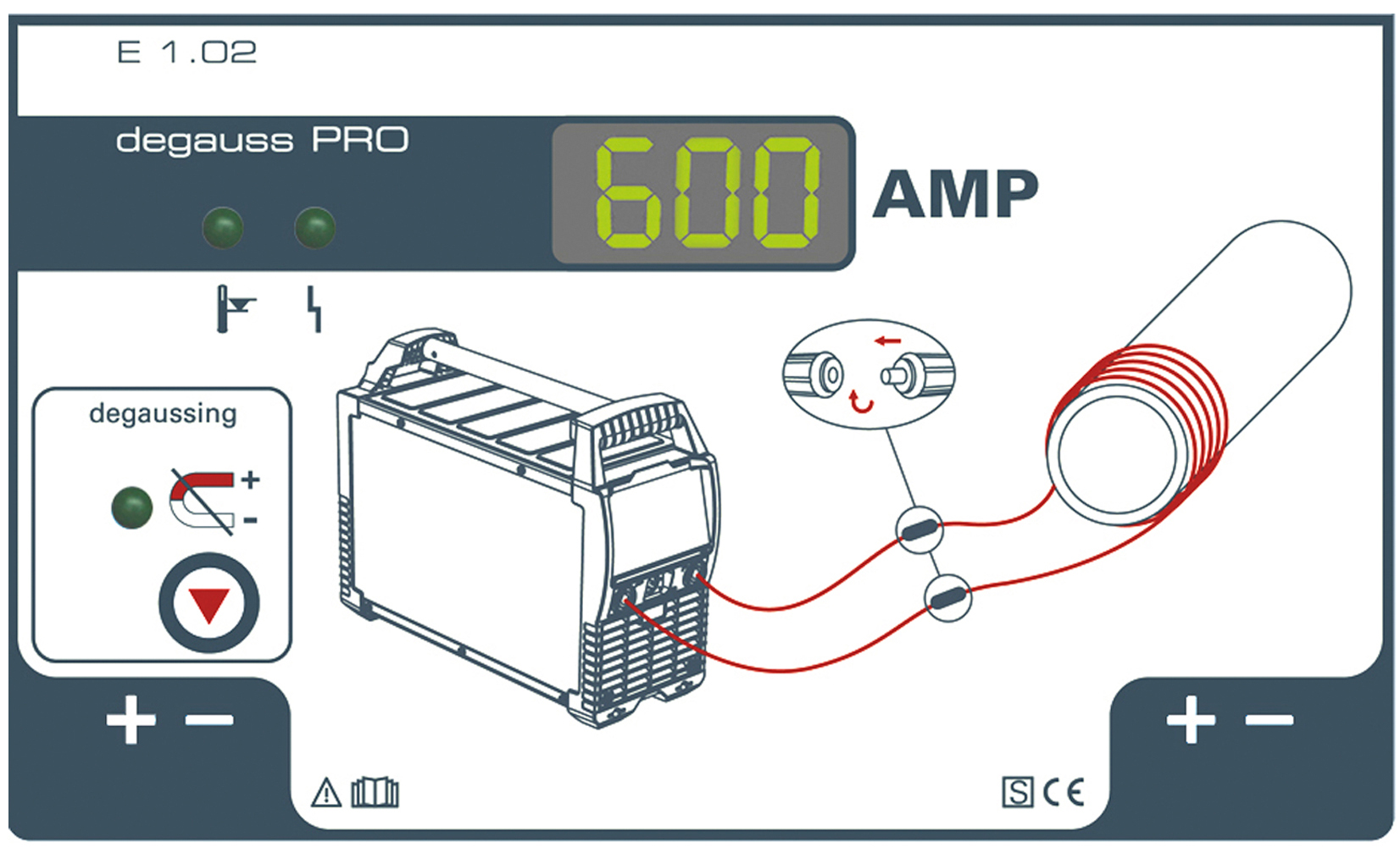
- One-knob operation
- Automatic degaussing
Controls degaussing during welding – activgauss (Application 2)

- RT DGS1 remote control activates the activgauss function
- Infinitely adjustable current
- Pole reversing switch, start/stop function
- Operation directly at the welding site
For measuring magnetic direct and alternating fields

- Hand-held unit for operation with mains, battery or power-pack
- Three measuring ranges: 20 mT, 200 mT and 2,000 mT
- LCD digital display
- Resolution: 0.01 mT
Degaussing and welding with a single machine
Pico 350 cel puls pws dgs
Resistant against cold, heat, rain and dirt, incredibly robust for the toughest of applications and ideal for various operating sites thanks to its light weight:
- 100% safe for vertical-down welding of cellulose electrodes
- MAG welding with Pico drive 4L or Pico drive 200C wire feeder
- Degaussing of pipes and metal plates before welding

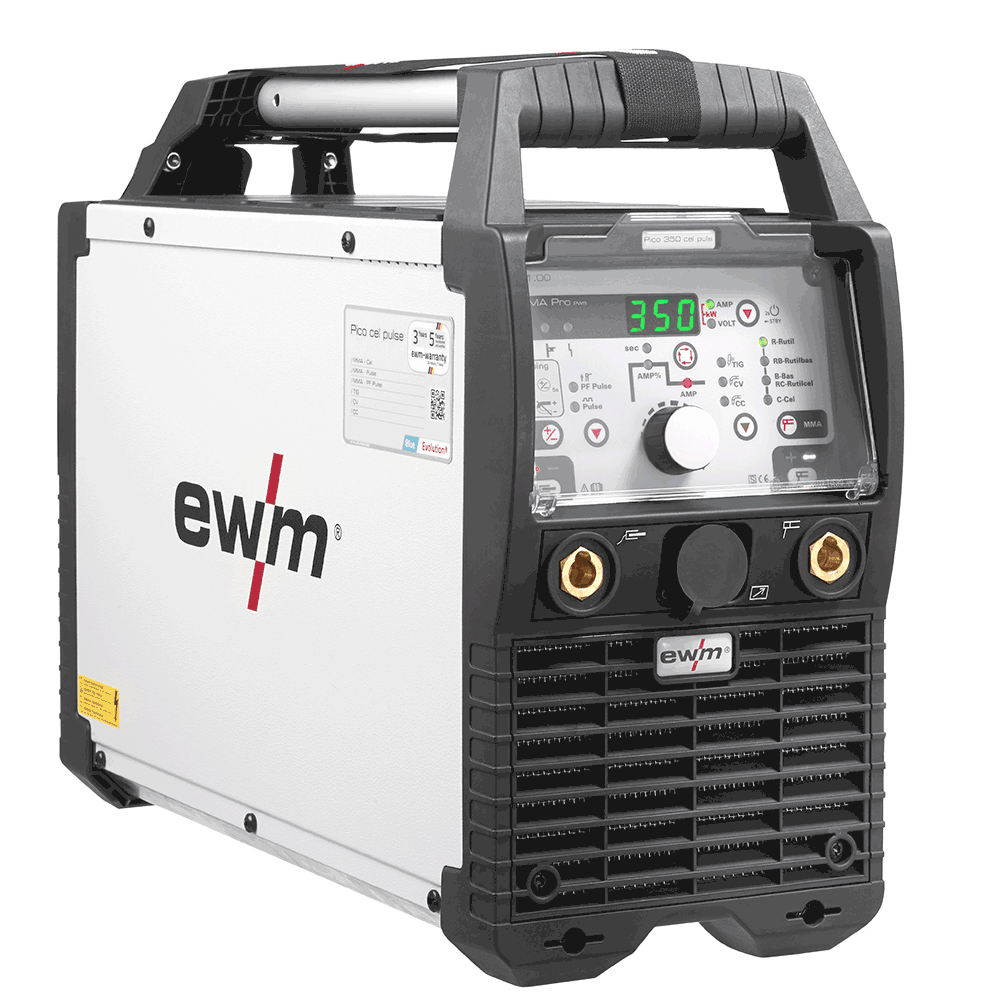


Pico 350 cel puls pws dgs
The advantages are obvious
- Built for the most extreme demands
- Exceptionally long service life thanks to protective flap over control panel as standard
- Automatic degaussing
- Polarity can be reversed by pressing a button (pole reversing switch)
Built for the most extreme demands
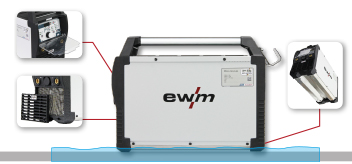
- Inspected protection against splash water (IP34s)
- Ruggedly-designed base enables placement in dirty and wet environments
- Durability thanks to replaceable dust filters
Maximum functionality – very easy to operate

- Polarity can be reversed by pressing a button (pole reversing switch)
- Energy efficient thanks to standby mode
- Automatic degaussing
- Very easy to operate, even for novices, thanks to self-explanatory, well-laid-out operating panel
Very easy vertical-up and vertical-down welds
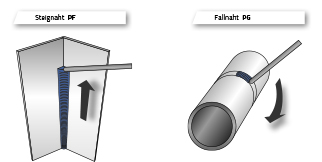
- 100% reliable vertical down welding
- Perfect electrode vertical-up welding thanks to PF pulse function
- Pulsing (MMA pulsing)
- Automated pulsing
For use in all climate zones around the world

- Temperature range of operating machine: -25 °C to +40 °C
- Temperature range for transport and storage: -30 °C to +70 °C
- 100% generator-compatible
- High mains voltage tolerances (-25% to +20%)
Satisfied with the EWM solution:
Terranets bw GmbH

