Отклонение сварочной дуги при сварке труб и листовой стали?
Причиной этого может быть намагниченность.
Зачем нужно размагничивание?
Проблема отклонения сварочной дуги из-за намагниченности теперь в прошлом.
(Остаточная) намагниченность в стальных деталях является причиной нестабильной и отклоненной сварочной дуги и может привести к образованию пор и непроваров. Этот эффект в некоторых случаях даже заставляет отказываться от применения сварки. Поэтому намагниченность является нежелательным явлением при сварке стали.
-
Без размагничивания
» Неудовлетворительные результаты сварки приводят к трудоемкой доработке, потере времени и большим дополнительным расходам
-
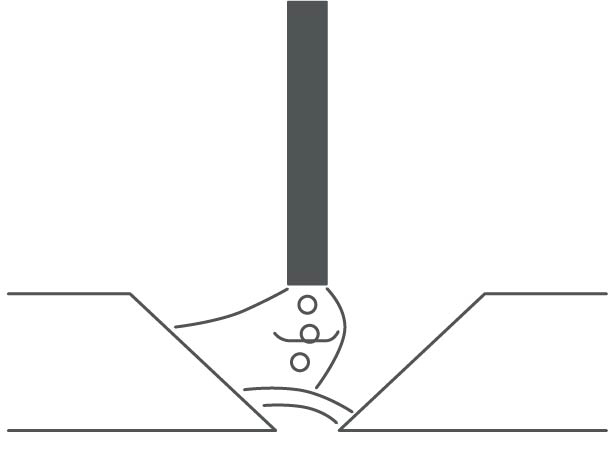
Деталь намагничена
» сильное отклонение сварочной дуги
Сварка ММА 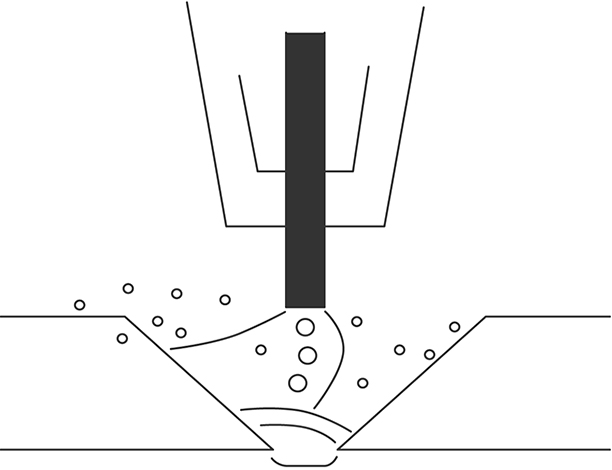
Сварка MIG/MAG -
Временные затраты составляют 40 минут — без размагничивания

-
Что влечет за собой намагниченность заготовки?
- Нестабильность сварочной дуги
- Неравномерное отделение капель
- Сильное образование брызг
- Неравномерное пограничное схватывание
-
-
С размагничиванием
» Снижение расходов, экономия ресурсов и повышение качества благодаря отличным результатам сварки, минимизации доработки и снижению расхода материала и газа
-
Деталь размагничена
» нет отклонения сварочной дуги
Заготовка размагничена с помощью аппарата Degauss 600 или Pico 350 cel puls pws dgs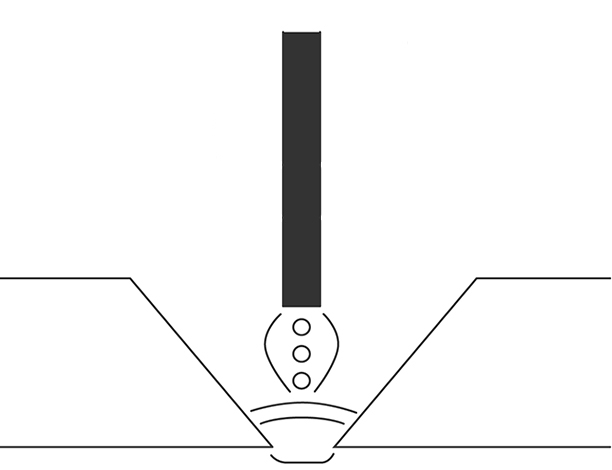
Сварка ММА 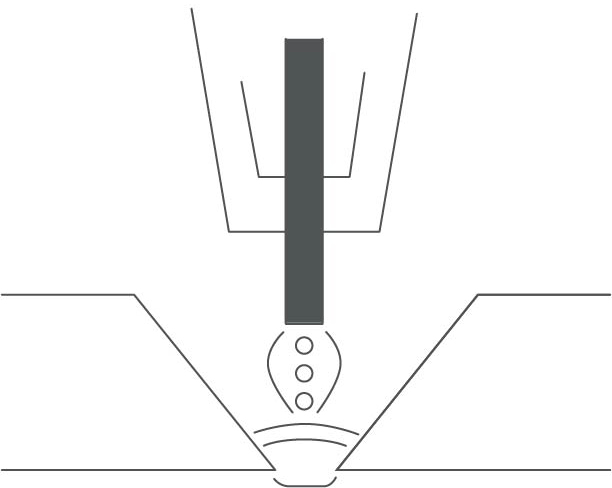
Сварка MIG/MAG -
Экономия времени составляет 20 минут — с размагничиванием

-
Отличный результат сварки
- Стабильная сварочная дуга
- Равномерное отделение капель
- Без брызг
- Хорошее пограничное схватывание
-


Размагничивание проще доработки
Намагниченность часто возникает при механическом разрезании деталей, разделке кромок на токарных станках или вследствие шлифования. Для достижения наилучшего результата сварки рекомендуется выполнять размагничивание после механической обработки и непосредственно перед сварочным процессом. Благодаря автоматическому выполнению программы использовать функцию размагничивания очень просто (область применения 1).
Если заготовки очень длинные, имеют толстые стенки, находятся в труднодоступных местах и сильно намагничены, магнитное поле может возникнуть снова даже после размагничивания. Это приведет к отклонению сварочной дуги во время сварки. В таком случае рекомендуется использовать функцию activgauss. При этом во время сварочного процесса создается магнитное противополе (область применения 2). *
Возможности применения аппаратов Degauss 600 и Pico 350 cel puls pws dgs
-
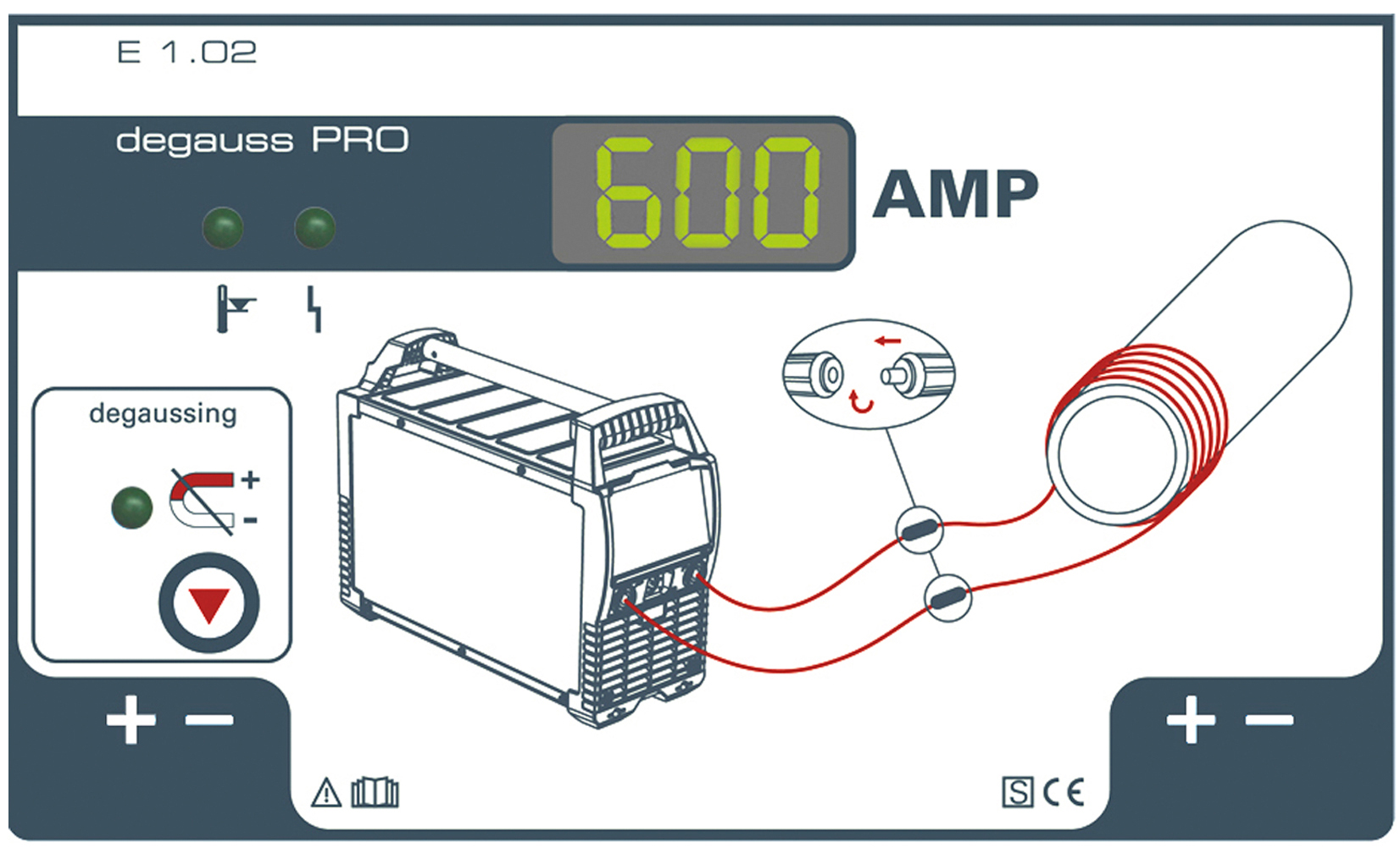
Область применения 1: Degaussing
-
Область применения 2: activgauss


Размагничивание труб и листовой стали
Degauss 600
Устройство для размагничивания Degauss 600 подходит как для размагничивания перед сварочным процессом, так и во время его выполнения.




Degauss 600
Ваши преимущества совершенно очевидны
- Компактное и пригодное для работ на стройплощадке
- Переносное и надежное
- Большие допуски колебаний сетевого напряжения +/- 20 %
- 100-процентная возможность работы от генератора

Очень простое управление

- Все необходимые компоненты для размагничивания входят в комплект
- Быстрое подключение к трубе с помощью трех кабелей нагрузки с разъемами для подключения к источнику сварочного тока и штекерами
Управление процессом размагничивания перед сваркой (область применения 1)
- Однокнопочное управление
- Автоматическое выполнение процесса размагничивания
Управление процессом размагничивания во время сварки — функция activgauss (область применения 2)

- Дистанционный регулятор RT DGS1 активирует функцию activgauss
- Плавная регулировка силы тока
- Переключатель полюсов, функция старт/стоп
- Управление непосредственно в месте выполнения сварочных работ
Для измерения характеристик переменных и постоянных магнитных полей

- Ручной прибор для работы от сети, батареек или аккумулятора
- Доступны три диапазона измерений: 20 мТл, 200 мТл и 2000 мТл
- Цифровой ЖК-дисплей
- Разрешение: 0,01 мТл
Размагничивание и сварка с помощью одного аппарата
Pico 350 cel puls pws dgs
Устойчив к воздействию холода, жары, дождя и грязи, чрезвычайно надежен для применения в самых экстремальных условиях, а благодаря небольшому весу идеально подходит для сварки с частой сменой места выполнения работ:
- 100-процентная надежность сварки вертикальных швов сверху вниз при помощи электродов с целлюлозным покрытием
- Сварка MAG с механизмом подачи проволоки Pico drive 4L или Pico drive 200C
- Размагничивание труб и листовой стали перед сваркой

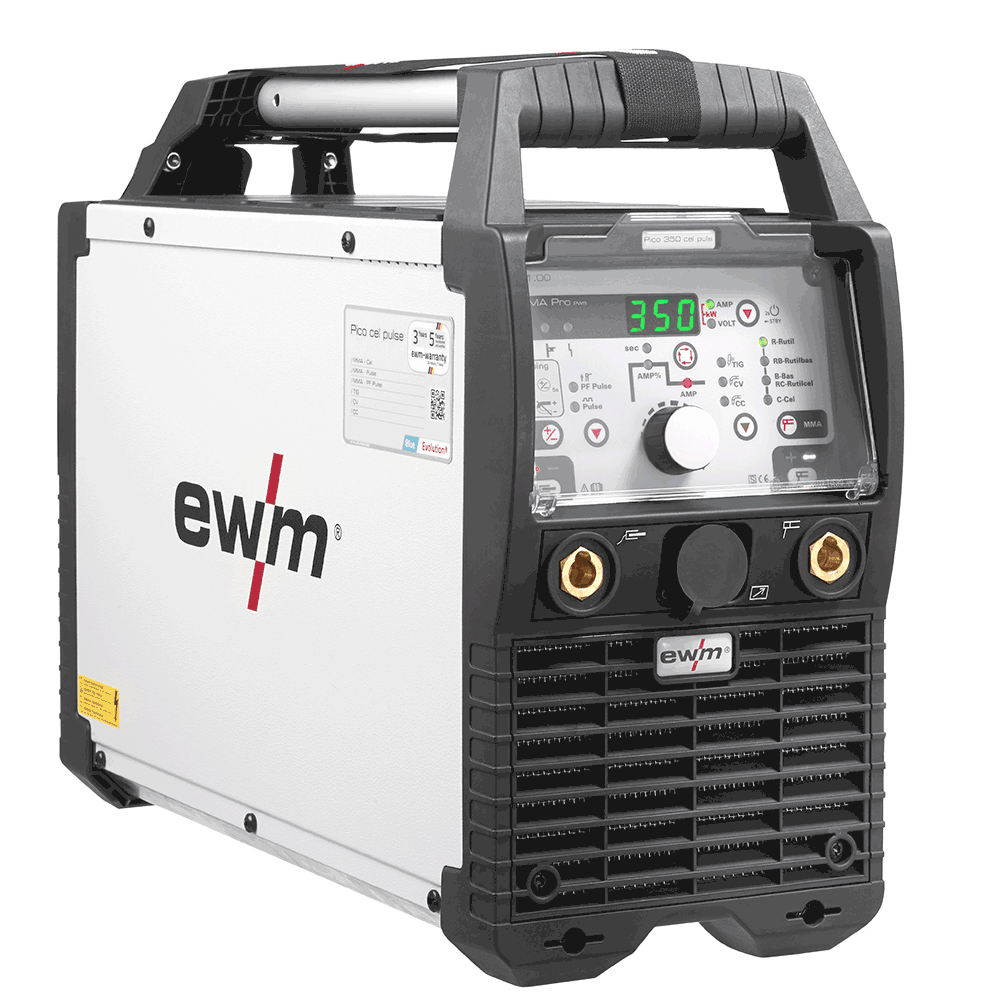


Pico 350 cel puls pws dgs
Ваши преимущества совершенно очевидны
- Выдерживает высочайшие нагрузки
- Чрезвычайно долговечный благодаря наличию защитной крышки для панели управления в серийном исполнении
- Автоматизированный процесс размагничивания
- Переключение полярности одной кнопкой (переключатель полюсов PWS)
Выдерживает высочайшие нагрузки
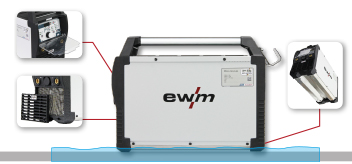
- Проверенная защита от попадания брызг (IP 34s)
- Надежная конструкция днища позволяет устанавливать аппарат даже на грязной поверхности при высокой влажности воздуха
- Долговечность благодаря сменным пылеулавливающим фильтрам
Максимальная функциональность — простейшее управление

- Переключение полярности одной кнопкой (переключатель полюсов PWS)
- Экономия электроэнергии благодаря режиму энергосбережения
- Автоматический процесс размагничивания
- Простейшее управление даже для новичков благодаря интуитивно понятному, наглядному интерфейсу
Простая сварка вертикальных швов сверху вниз и снизу вверх
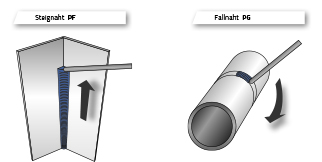
- 100-процентная надежность сварки вертикальных швов сверху вниз
- Идеальная сварка вертикальных швов снизу вверх электродами с использованием функции PF Pulse
- Импульсы (импульсная сварка стержневыми электродами)
- Автоматическая импульсная сварка
Для всех климатических зон в любой части мира

- Диапазон рабочих температур аппарата: от -25 °C до +40 °C
- Диапазон температур транспортировки и хранения: от -30 °C до +70 °C
- 100-процентная возможность работы от генератора
- Большие допуски колебаний сетевого напряжения (от -25 до +20 %)
Клиент, довольный решением компании EWM:
Terranets dw GmbH

