Deviazione dell’arco durante la saldatura di tubi e lamiere?
Il magnetismo potrebbe esserne la causa.
Perché smagnetizzare?
La deviazione dell'arco dovuta al magnetismo è cosa vecchia.
Il magnetismo (residuo) in componenti in acciaio causa un arco instabile e deviato e può provocare pori ed errori di fusione. Questo effetto indesiderato può essere tanto ingente da rendere impossibile la saldatura. Perciò il magnetismo è un elemento indesiderato nella lavorazione dell’acciaio mediante tecnica di saldatura.
-
Senza smagnetizzazione
» Un risultato di saldatura insufficiente causa ripassature, ingenti perdite di tempo e notevoli costi aggiuntivi.
-
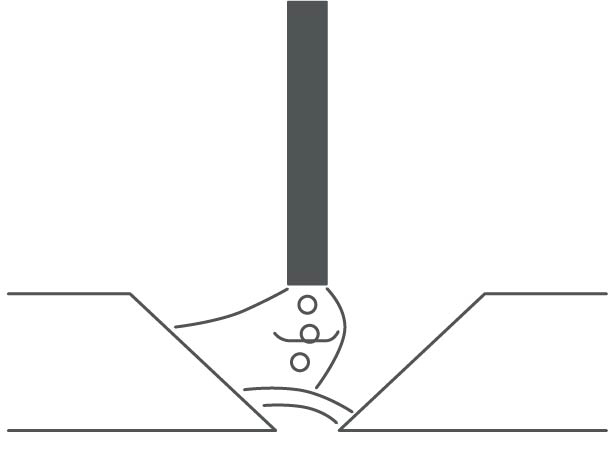
Il pezzo da lavorare è magnetizzato
» elevata deviazione dell’arco
Saldatura a elettrodo rivestito 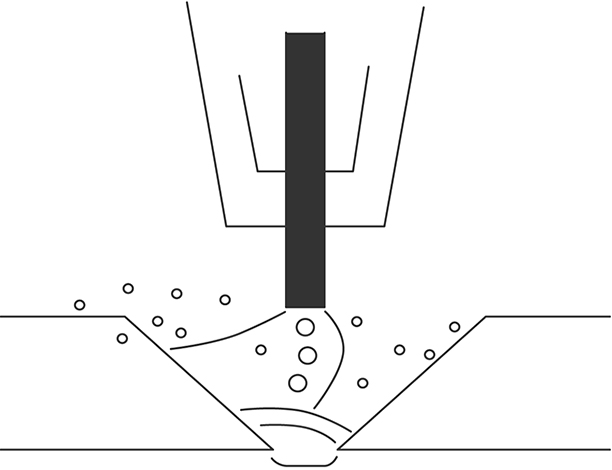
Saldatura MIG/MAG -
40 min. di lavoro – senza smagnetizzazione

-
Cosa provoca il magnetismo nel pezzo da lavorare?
- Instabilità dell'arco
- Irregolarità del distaccamento della goccia
- Elevata formazione di spruzzi
- Irregolarità nella fusione dei lembi
-
-
Con smagnetizzazione
» Ridurre i costi, risparmiare risorse e incrementare la qualità grazie a risultati di saldatura pregiati, ripassature ridotte al minimo e riduzione del consumo di materiale e di gas
-
Il pezzo da lavorare è smagnetizzato
» nessuna deviazione dell’arco
Il pezzo da lavorare è stato smagnetizzato con Degauss 600 o Pico 350 cel puls pws dgs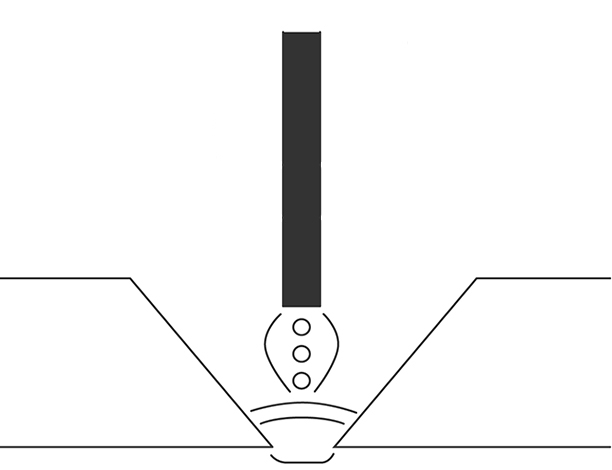
Saldatura a elettrodo rivestito 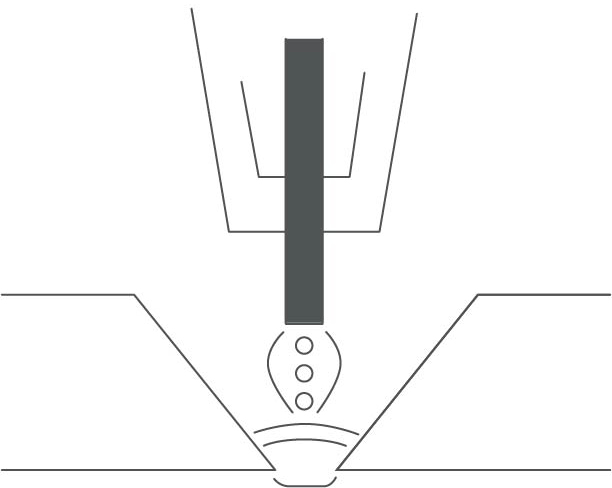
Saldatura MIG/MAG -
Risparmio di tempo pari a 20 minuti – con la smagnetizzazione

-
Eccellente risultato di saldatura
- Arco stabile
- Distaccamento della goccia regolare
- Assenza di spruzzi
- Ottima fusione dei lembi
-


Smagnetizzare è più semplice che ripassare
Il magnetismo si presenta frequentemente a seguito di troncature meccaniche degli elementi, di preparazioni del cordone con asportazione dei trucioli o di processi di levigatura. Per un risultato di saldatura pregiato e di alta qualità, si consiglia di eseguire la smagnetizzazione dopo la lavorazione meccanica e prima del procedimento di saldatura vero e proprio. Grazie allo svolgimento automatico del programma di smagnetizzazione, l'utilizzo risulta molto semplice (applicazione 1).
In caso di elementi molto lunghi, con pareti particolarmente spesse, difficilmente accessibili e fortemente magnetizzati può succedere che il campo magnetico faccia ritorno anche dopo la smagnetizzazione. Questo fa sì che si generi una deviazione dell'arco durante la saldatura. In questo caso di consiglia l'utilizzo della funzione "activgauss". Questa genera un controcampo magnetico durante il procedimento di saldatura (applicazione 2).*
Possibilità di applicazione per Degauss 600 e Pico 350 cel puls pws dgs
-
Applicazione 1: Degaussing
-
Applicazione 2: activgauss


Smagnetizzare tubi e lamiere
Degauss 600
L'apparecchio di smagnetizzazione Degauss 600 è adatto alla smagnetizzazione sia prima che durante il procedimento di saldatura.




Degauss 600
I vostri vantaggi si riconoscono immediatamente
- Compatto e adatto all'impiego in cantiere
- Portatile e robusto
- Elevate tolleranze della tensione di alimentazione pari a +/-20%
- Adattabilità al generatore al 100%

Semplice utilizzo e maneggevolezza

- Tutti i componenti necessari alla smagnetizzazione sono contenuti nel set
- Rapido collegamento al tubo tramite tre cavi di carico con prese e spine per la corrente di saldatura
Comanda la smagnetizzazione prima della saldatura (applicazione 1)
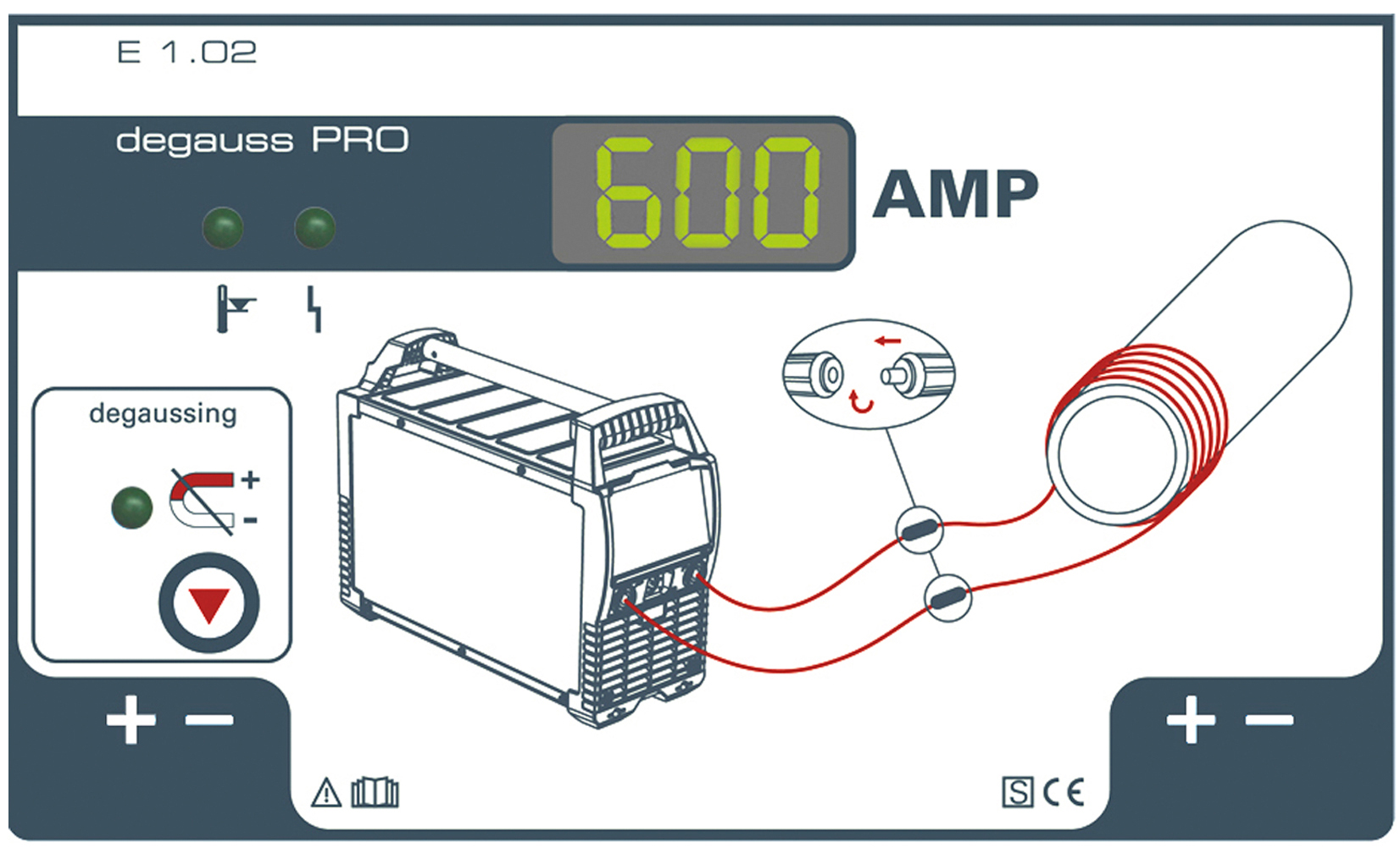
- Comando ad un pulsante
- Svolgimento automatico del processo di smagnetizzazione
Comanda la smagnetizzazione durante la saldatura – activgauss (applicazione 2)

- Il dispositivo di regolazione remota RT DGS1 attiva la funzione activgauss
- Valore della corrente a regolazione continua
- Invertitore di polarità, funzione start/stop
- Comando direttamente dalla postazione di saldatura
Per la misurazione di campi magnetici continui e alternati

- Apparecchio manuale per funzionamento con collegamento alla rete, a batteria o con accumulatore
- Tre campi di misurazione: 20 mT, 200 mT e 2000 mT
- Visualizzazione digitale LCD
- Risoluzione: 0,01 mT
Smagnetizzare e saldare con un unico apparecchio
Pico 350 cel puls pws dgs
Resistente contro freddo, calore, pioggia e sporcizia, molto robusto per gli utilizzi più difficili e ideale per l’impiego in luoghi diversi grazie a un peso ridotto:
- saldatura verticale discendente di elettrodi CEL sicura al 100%
- saldatura MAG con dispositivo trainafilo Pico drive 4L oppure Pico drive 200C
- smagnetizzare tubi e lamiere prima della saldatura

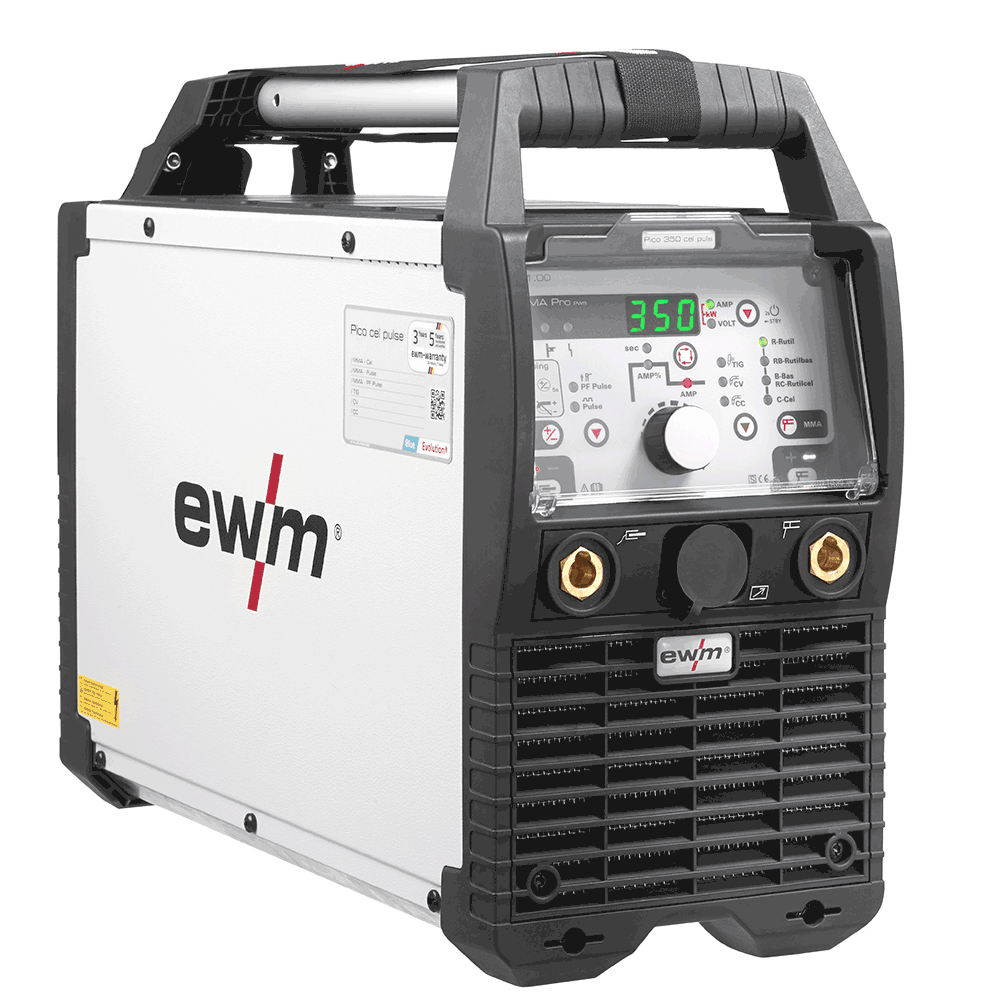


Pico 350 cel puls pws dgs
I vostri vantaggi si riconoscono immediatamente
- Costruito per gli impieghi più estremi
- Particolarmente duraturo grazie allo sportello di protezione del pannello di comando installato di serie
- Processo di smagnetizzazione automatizzato
- Polarità commutabile premendo un tasto (PWS)
Costruito per gli impieghi più estremi
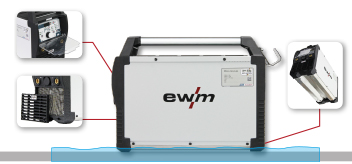
- Protezione verificata contro gli spruzzi d'acqua (IP 34s)
- La costruzione robusta del fondo consente di posizionare l'apparecchio anche in ambienti sporchi e bagnati
- Durata lunga grazie ai filtri antipolvere sostituibili
Massima funzionalità – impiego semplicissimo

- Polarità commutabile premendo un tasto (PWS)
- Risparmio di corrente grazie alla modalità standby
- Processo di smagnetizzazione automatico
- Utilizzo semplicissimo anche per i principianti grazie al chiaro pannello di comando autoesplicativo.
Saldature verticali discendenti e ascendenti in tutta semplicità
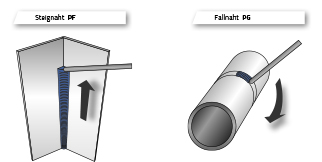
- Saldature verticali discendenti sicure al 100%
- Perfetta saldatura verticale ascendente con elettrodi grazie alla funzione PF Pulse
- A impulsi (saldatura a impulsi manuale con elettrodo)
- Impulsi automatici
Impiegabile in tutte le zone climatiche del mondo

- Range di temperatura dell'apparecchio in fase di funzionamento: da -25 °C a +40 °C
- Range di temperatura durante il trasporto e lo stoccaggio: da -30 °C a +70 °C
- 100% idoneo per uso con generatore
- Elevate tolleranze della tensione di alimentazione (da -25% a +20%)
Soddisfatti della soluzione EWM:
Terranets dw GmbH

